

目录
快速导航-
专题策划:增材制造/模具及医疗器械制造技术 | 增材制造技术在重点行业的应用及未来发展趋势
专题策划:增材制造/模具及医疗器械制造技术 | 增材制造技术在重点行业的应用及未来发展趋势
-

专题策划:增材制造/模具及医疗器械制造技术 | 运用数字化工具助力模具行业发展
专题策划:增材制造/模具及医疗器械制造技术 | 运用数字化工具助力模具行业发展
-

专题策划:增材制造/模具及医疗器械制造技术 | 航空发动机隔热罩橡皮囊液胀技术与模具设计
专题策划:增材制造/模具及医疗器械制造技术 | 航空发动机隔热罩橡皮囊液胀技术与模具设计
-

专题策划:增材制造/模具及医疗器械制造技术 | 医疗植入物股骨髁外形的数控加工与工艺设计
专题策划:增材制造/模具及医疗器械制造技术 | 医疗植入物股骨髁外形的数控加工与工艺设计
-

专题策划:增材制造/模具及医疗器械制造技术 | 面向质子重离子精准治疗癌症的智能机器人系统
专题策划:增材制造/模具及医疗器械制造技术 | 面向质子重离子精准治疗癌症的智能机器人系统
-
工匠故事 | 我是一块砖,哪里需要往哪搬
工匠故事 | 我是一块砖,哪里需要往哪搬
-
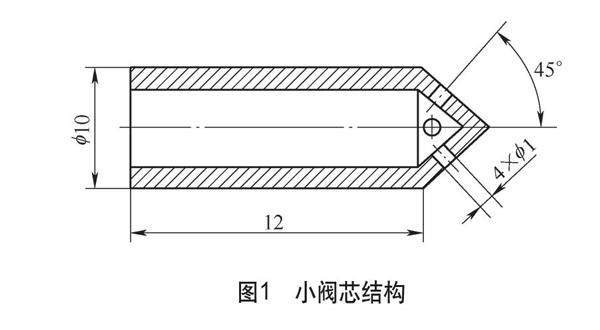
工艺方案 | 阀芯圆锥斜面微小孔钻削技术
工艺方案 | 阀芯圆锥斜面微小孔钻削技术
-
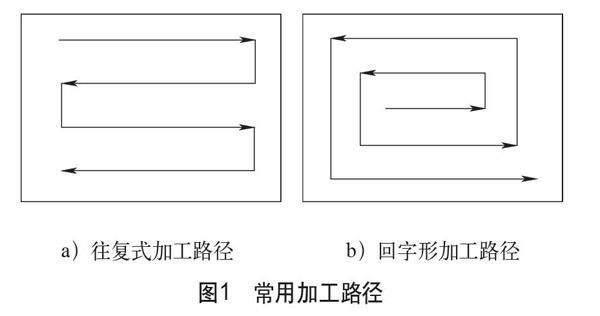
工艺方案 | 基于矩形网格高速铣削的加工路径优化
工艺方案 | 基于矩形网格高速铣削的加工路径优化
-
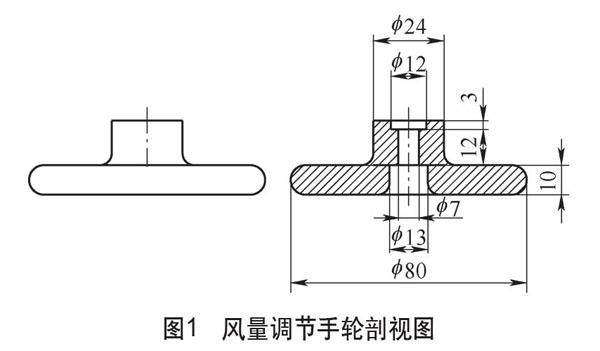
工艺方案 | 三轴数控铣床加工风量调节手轮的方法
工艺方案 | 三轴数控铣床加工风量调节手轮的方法
-
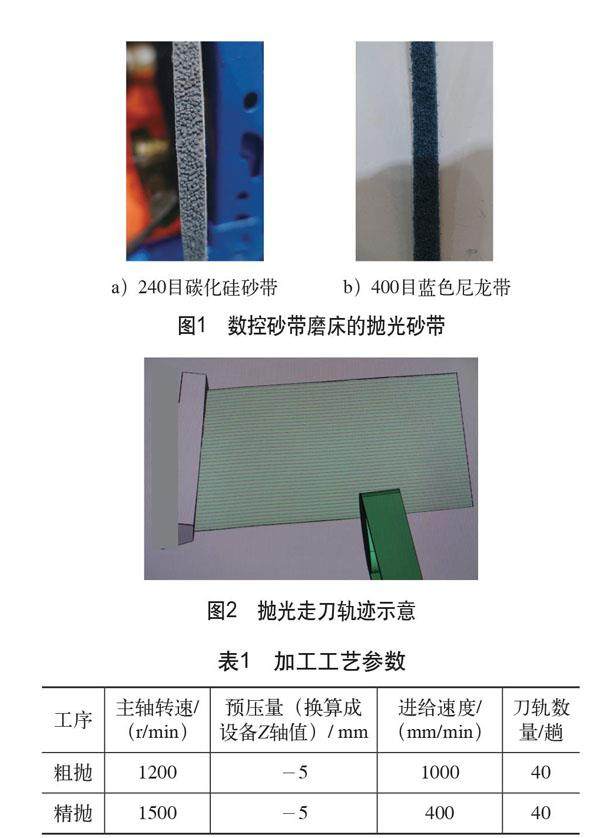
工艺方案 | 钛合金叶片数控抛光试验
工艺方案 | 钛合金叶片数控抛光试验
-

工艺方案 | 防爆电动机格兰头内孔螺纹断屑问题及解决方法
工艺方案 | 防爆电动机格兰头内孔螺纹断屑问题及解决方法
-
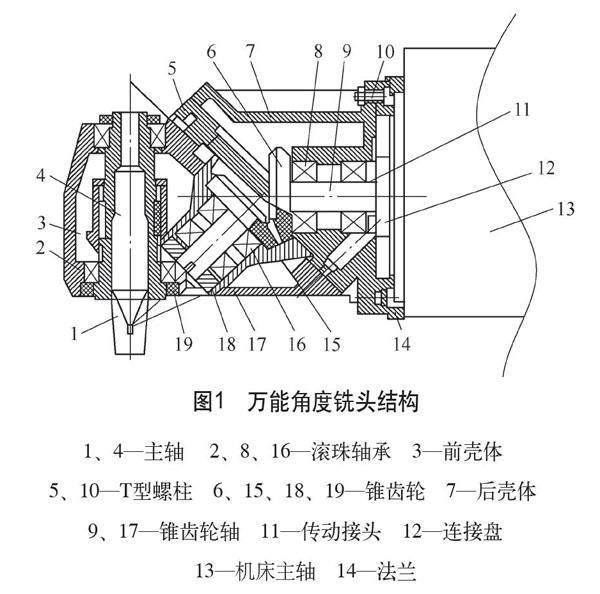
机床/附件/工装 | 45°型万能角度铣头角度精确校正方法
机床/附件/工装 | 45°型万能角度铣头角度精确校正方法
-
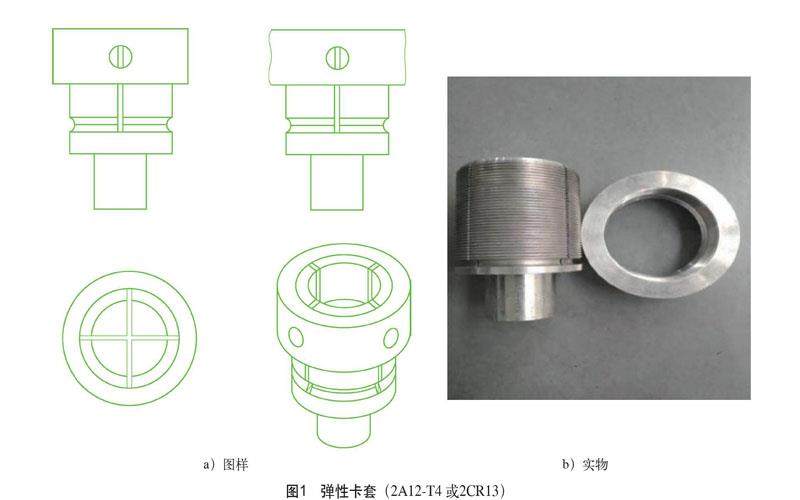
机床/附件/工装 | 弹性卡套的应用分析
机床/附件/工装 | 弹性卡套的应用分析
-

刀具 | 采用CAD作图法加工矿用圆环驱动链轮齿形
刀具 | 采用CAD作图法加工矿用圆环驱动链轮齿形
-
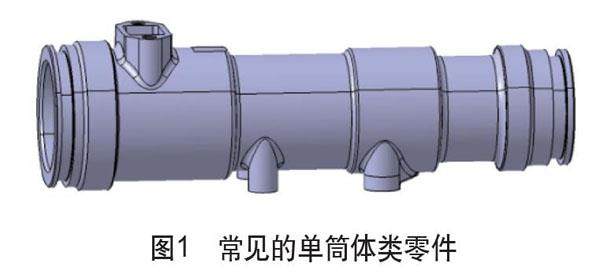
刀具 | 侧铣在单筒体类零件粗铣外形中的应用
刀具 | 侧铣在单筒体类零件粗铣外形中的应用
-
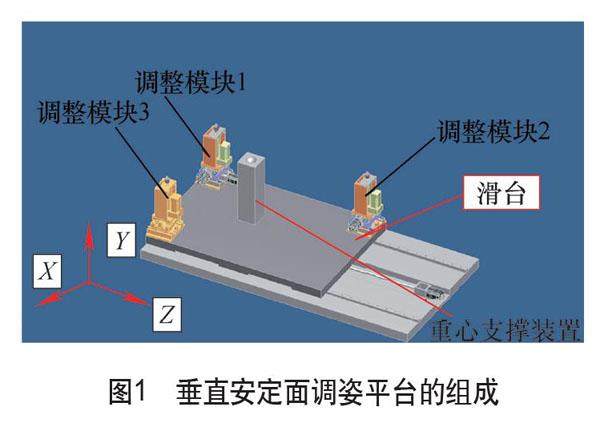
智能制造 | 垂直安定面调姿平台的系统设计
智能制造 | 垂直安定面调姿平台的系统设计
-
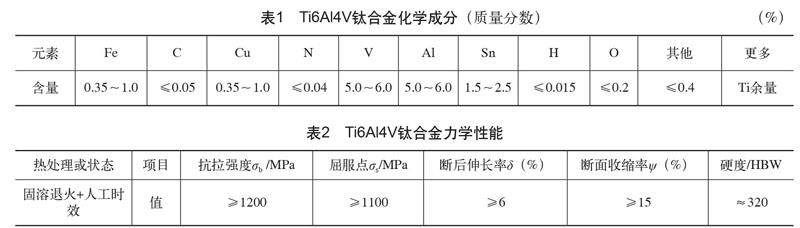
智能制造 | 大直径钛合金机匣的数控车削加工
智能制造 | 大直径钛合金机匣的数控车削加工
-
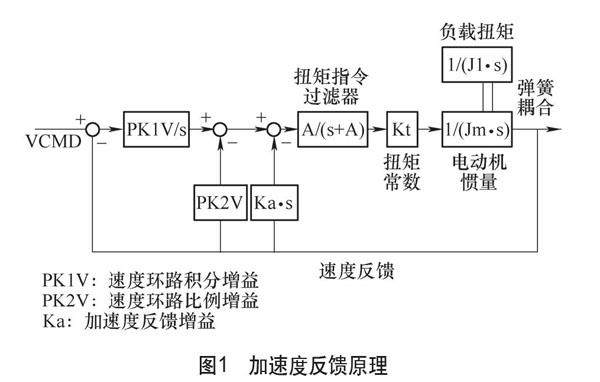
维修与改造 | 数控机床全闭环振动的分析与处理
维修与改造 | 数控机床全闭环振动的分析与处理
-

维修与改造 | MJ螺纹螺钉与自锁型钢丝螺套配合情况分析
维修与改造 | MJ螺纹螺钉与自锁型钢丝螺套配合情况分析
-
维修与改造 | 数控机床电气系统故障的分析与排除
维修与改造 | 数控机床电气系统故障的分析与排除
-

维修与改造 | 工业机器人J5轴皮带调整机构测绘与加工
维修与改造 | 工业机器人J5轴皮带调整机构测绘与加工



















 登录
登录