

目录
快速导航-

专题策划:工程机械先进制造技术 | 以三一路机为例探讨产品设计原则与工艺标准化
专题策划:工程机械先进制造技术 | 以三一路机为例探讨产品设计原则与工艺标准化
-

专题策划:工程机械先进制造技术 | 履带梁伸缩式挖掘机底座中心架新式组对工装的研制与应用
专题策划:工程机械先进制造技术 | 履带梁伸缩式挖掘机底座中心架新式组对工装的研制与应用
-

专题策划:工程机械先进制造技术 | 基于压力渗透载荷的Y形往复密封结构的可靠性分析及结构优化
专题策划:工程机械先进制造技术 | 基于压力渗透载荷的Y形往复密封结构的可靠性分析及结构优化
-

工艺方案 | 深窄腔体零件加工工艺优化
工艺方案 | 深窄腔体零件加工工艺优化
-

工艺方案 | 某产品药柱车削技术的应用
工艺方案 | 某产品药柱车削技术的应用
-
工艺方案 | 波导双定向耦合器制造工艺
工艺方案 | 波导双定向耦合器制造工艺
-

工艺方案 | 直线位移传感器铁芯零件加工工艺
工艺方案 | 直线位移传感器铁芯零件加工工艺
-
工艺方案 | 钣金折弯干涉及解决方案
工艺方案 | 钣金折弯干涉及解决方案
-
机床/附件/工装 | 重载尾架结构拓扑优化设计
机床/附件/工装 | 重载尾架结构拓扑优化设计
-
机床/附件/工装 | 通过式磨削多机连线调整方法
机床/附件/工装 | 通过式磨削多机连线调整方法
-

机床/附件/工装 | 平列双扭弹簧组件装配工装设计方案
机床/附件/工装 | 平列双扭弹簧组件装配工装设计方案
-

刀具 | 奥氏体不锈钢薄板的钻孔加工工艺改进
刀具 | 奥氏体不锈钢薄板的钻孔加工工艺改进
-
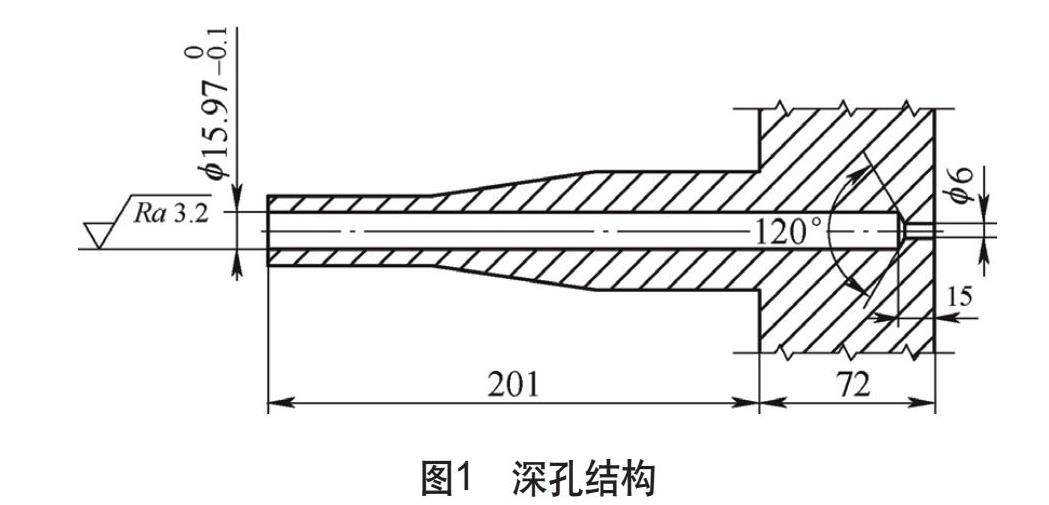
刀具 | 铣镗床加工高精度小批量深孔的工艺方法
刀具 | 铣镗床加工高精度小批量深孔的工艺方法
-

智能制造 | 基准球在机械加工找正中的应用
智能制造 | 基准球在机械加工找正中的应用
-

智能制造 | 降低大直径内孔铣削圆度误差的编程方法
智能制造 | 降低大直径内孔铣削圆度误差的编程方法
-

智能制造 | 壳体数字化工艺设计与制造应用
智能制造 | 壳体数字化工艺设计与制造应用
-
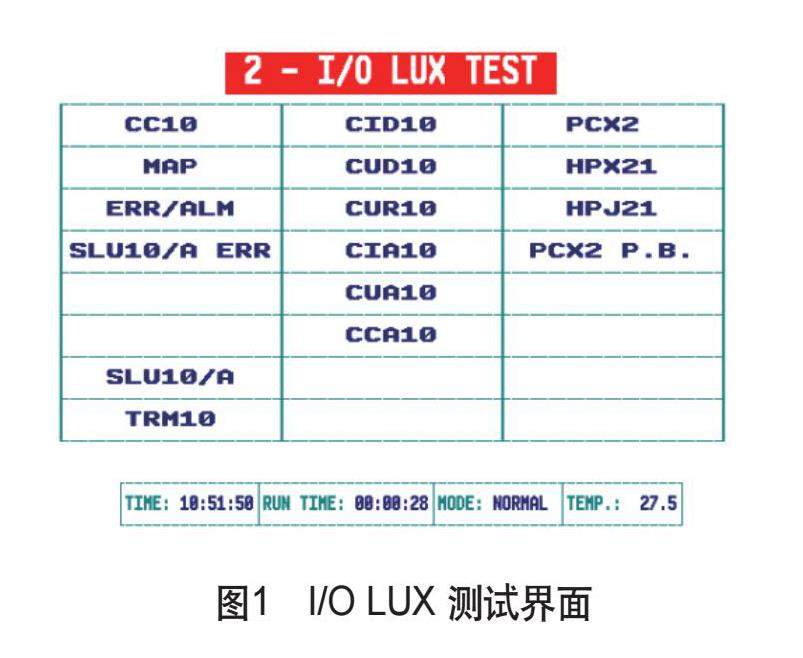
维修与改造 | FIDIA数控系统偶发异常掉电故障分析及解决办法
维修与改造 | FIDIA数控系统偶发异常掉电故障分析及解决办法
-

维修与改造 | 某航空发动机杠杆表面缺陷分析
维修与改造 | 某航空发动机杠杆表面缺陷分析
-

维修与改造 | 一种新型吊具的设计与应用
维修与改造 | 一种新型吊具的设计与应用
-

维修与改造 | DPB280包装机冲裁凸轮优化
维修与改造 | DPB280包装机冲裁凸轮优化
-
目次索引 | 《金属加工(冷加工)》2024年目次总索引
目次索引 | 《金属加工(冷加工)》2024年目次总索引
-
信息之窗 | 2024年9月挖掘机、装载机销量
信息之窗 | 2024年9月挖掘机、装载机销量
-
信息之窗 | 前三季度工业经济高质量发展扎实推进 9月份工业生产明显回升
信息之窗 | 前三季度工业经济高质量发展扎实推进 9月份工业生产明显回升
-

信息之窗 | 欢迎关注“机工机床世界” 微信公众号
信息之窗 | 欢迎关注“机工机床世界” 微信公众号
-

信息之窗 | 欢迎关注“机工刀具世界” 微信公众号
信息之窗 | 欢迎关注“机工刀具世界” 微信公众号
-

信息之窗 | 《金属加工(冷加工)》“工匠故事”栏目征稿
信息之窗 | 《金属加工(冷加工)》“工匠故事”栏目征稿
-

信息之窗 | 《金属加工(冷加工)》“刀具”栏目征稿
信息之窗 | 《金属加工(冷加工)》“刀具”栏目征稿



















 登录
登录