
目录
快速导航-

专题策划:CCMT2024特刊——智能制造 | 智造场景网络构建与高效运维
专题策划:CCMT2024特刊——智能制造 | 智造场景网络构建与高效运维
-

专题策划:CCMT2024特刊——智能制造 | 数字化转型背景下冲压模具小刀块智能制造方案的研究与实施
专题策划:CCMT2024特刊——智能制造 | 数字化转型背景下冲压模具小刀块智能制造方案的研究与实施
-
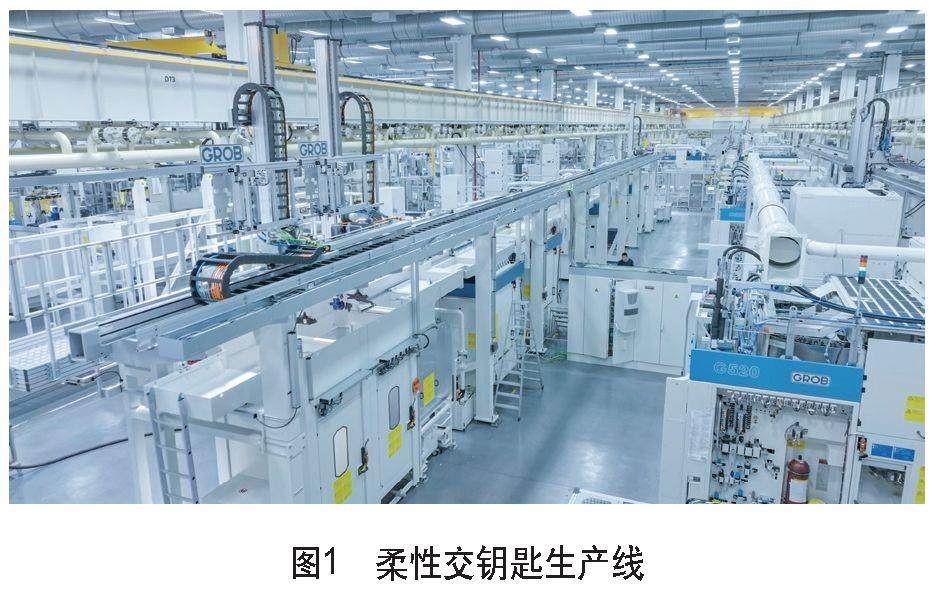
专题策划:CCMT2024特刊——智能制造 | 格劳博中国 | 创新引领发展,智造铸就未来
专题策划:CCMT2024特刊——智能制造 | 格劳博中国 | 创新引领发展,智造铸就未来
-

专题策划:CCMT2024特刊——智能制造 | CCMT2024智能制造装备展品预览
专题策划:CCMT2024特刊——智能制造 | CCMT2024智能制造装备展品预览
-
工匠故事 | 在0.015毫米间创新逐梦
工匠故事 | 在0.015毫米间创新逐梦
-
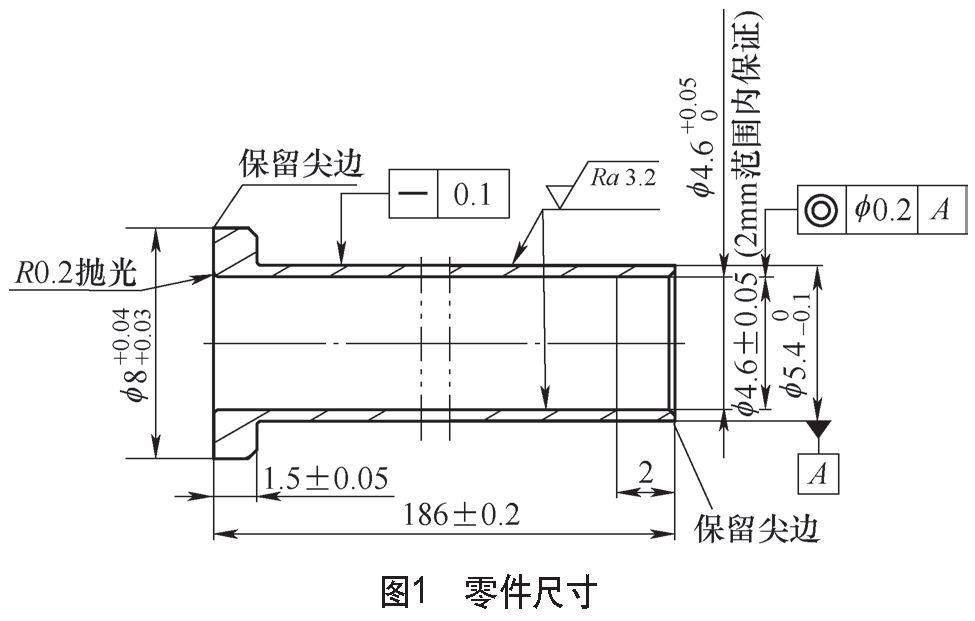
工艺方案 | 大长径比钛合金薄壁零件加工工艺
工艺方案 | 大长径比钛合金薄壁零件加工工艺
-
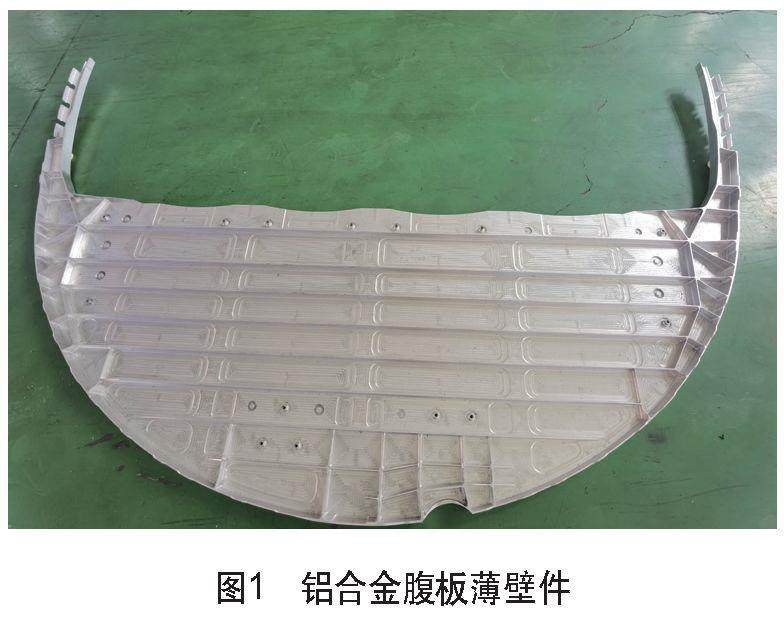
工艺方案 | 铝合金薄壁件铣削变形原因分析与控制方法
工艺方案 | 铝合金薄壁件铣削变形原因分析与控制方法
-
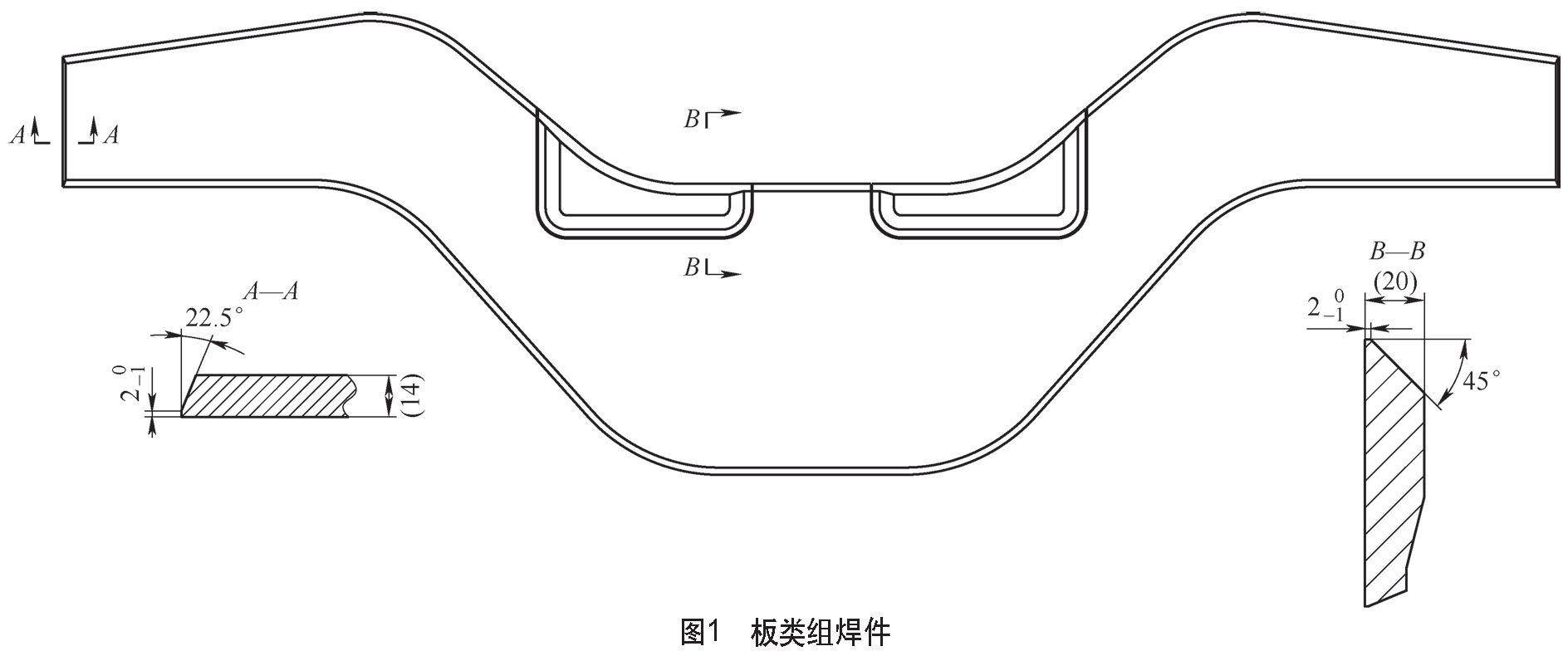
工艺方案 | 板类组焊件数控加工工艺改进
工艺方案 | 板类组焊件数控加工工艺改进
-
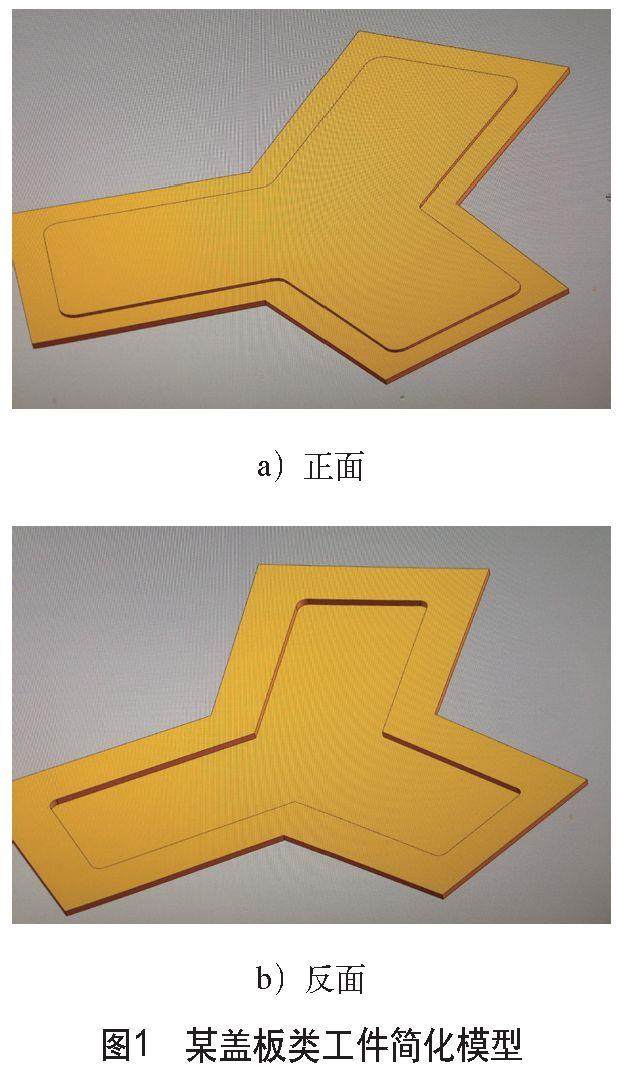
工艺方案 | 铝合金薄板类易变形工件加工要点
工艺方案 | 铝合金薄板类易变形工件加工要点
-
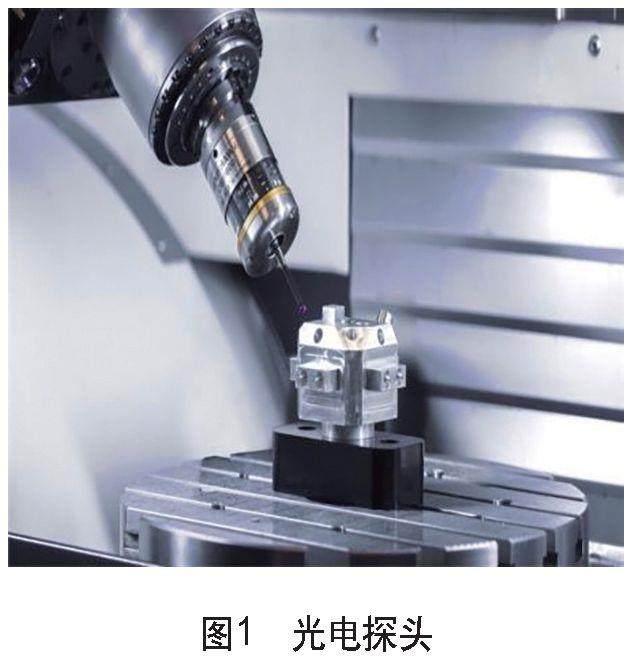
机床/附件/工装 | 光电探头在数控加工中的应用
机床/附件/工装 | 光电探头在数控加工中的应用
-
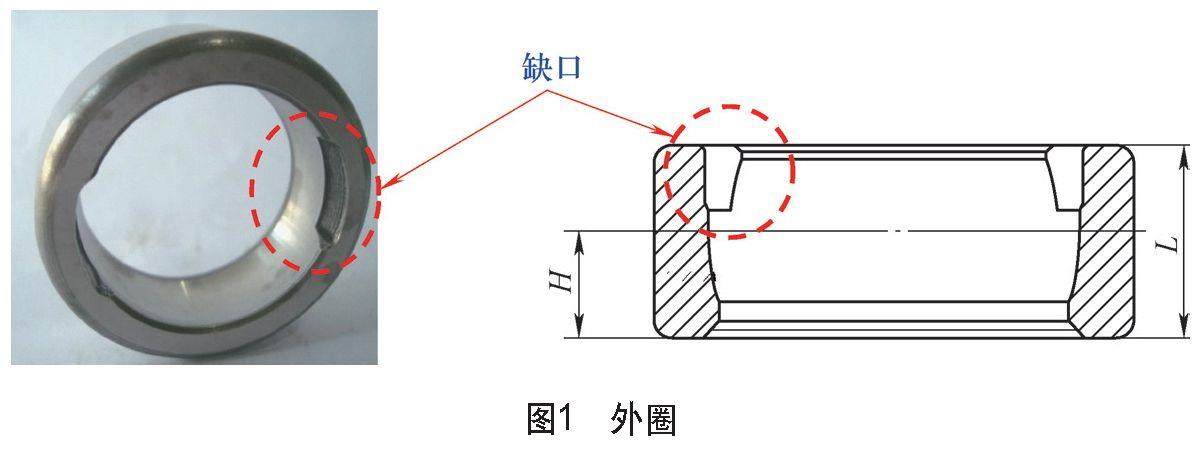
机床/附件/工装 | 外圈缺口认面上料装置的应用
机床/附件/工装 | 外圈缺口认面上料装置的应用
-
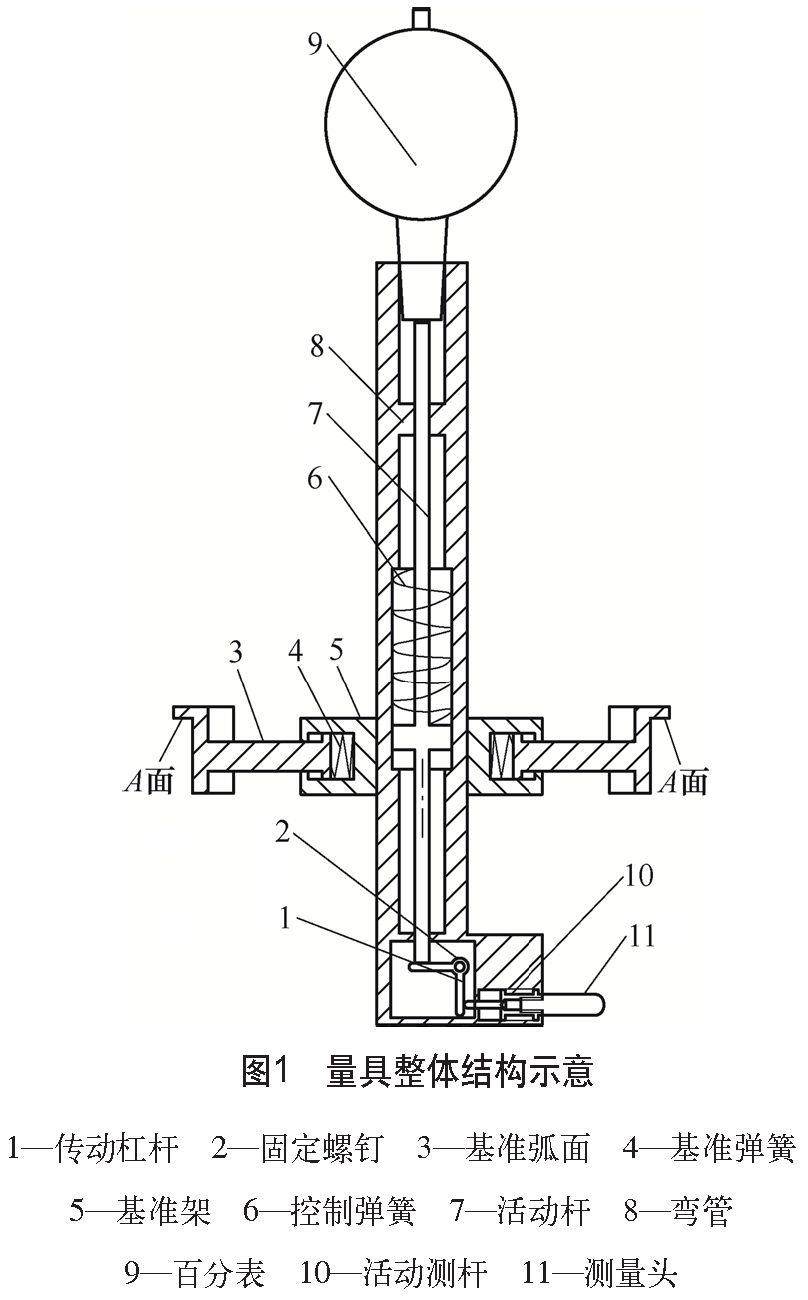
机床/附件/工装 | 较大孔径孔的圆度检测量具
机床/附件/工装 | 较大孔径孔的圆度检测量具
-
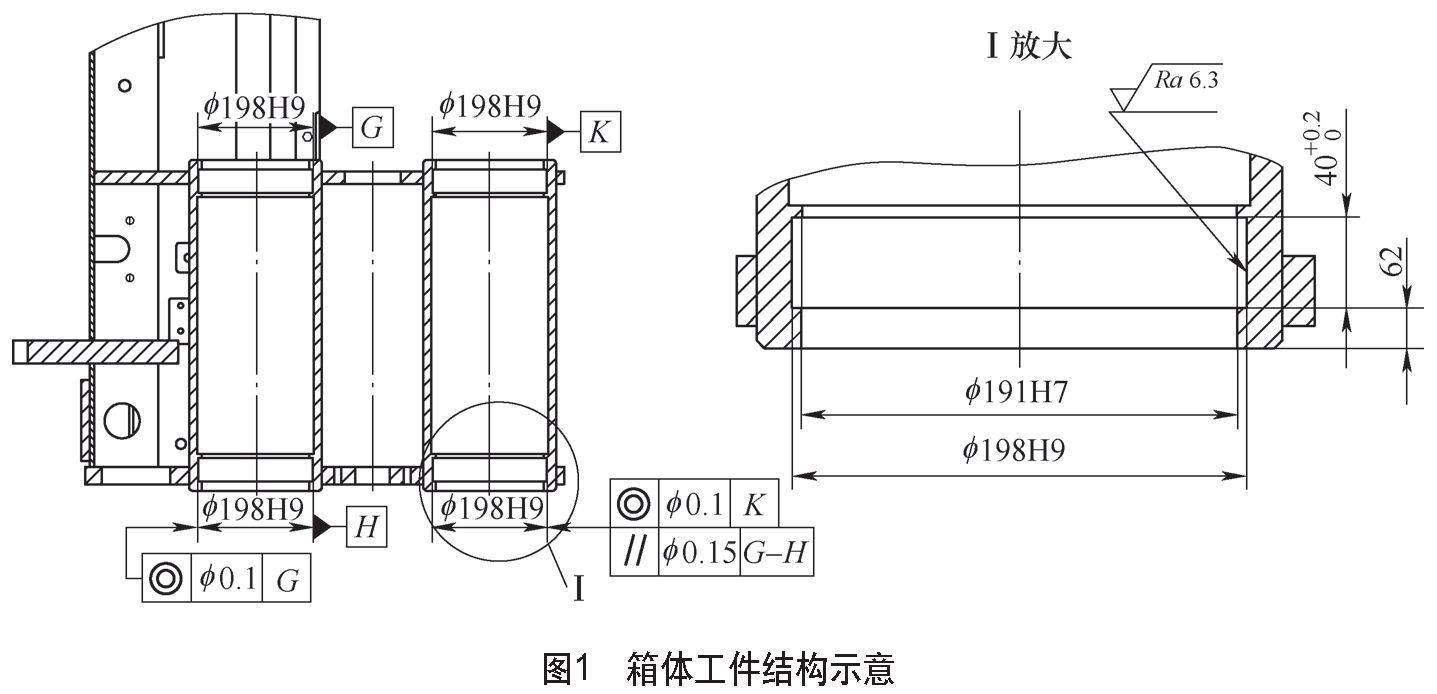
刀具 | 利用外圆切槽刀在加工中心加工箱体内孔槽
刀具 | 利用外圆切槽刀在加工中心加工箱体内孔槽
-
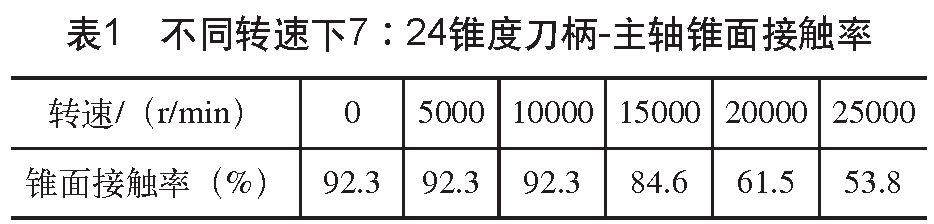
刀具 | 基于UG模型的SK40刀柄预平衡设计
刀具 | 基于UG模型的SK40刀柄预平衡设计
-
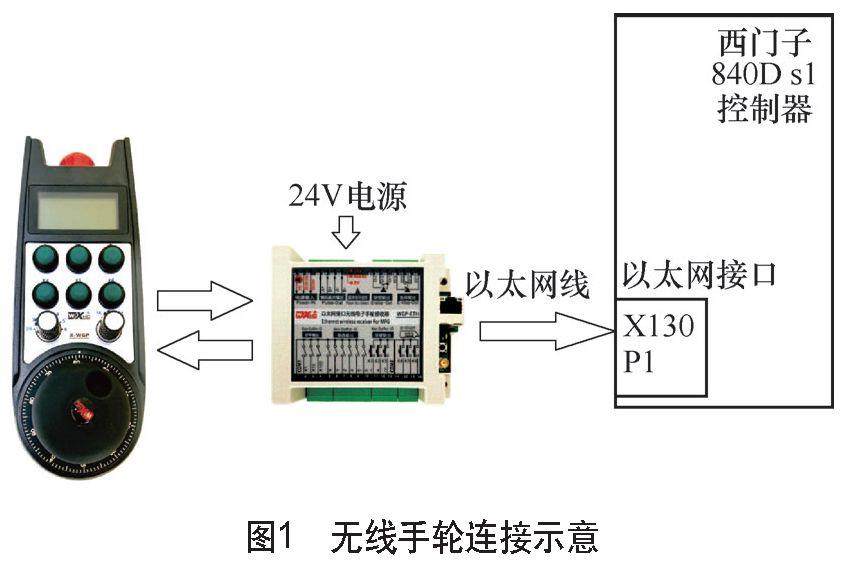
智能制造 | 国产实时显示电子手轮在西门子840D sl系统上的应用
智能制造 | 国产实时显示电子手轮在西门子840D sl系统上的应用
-
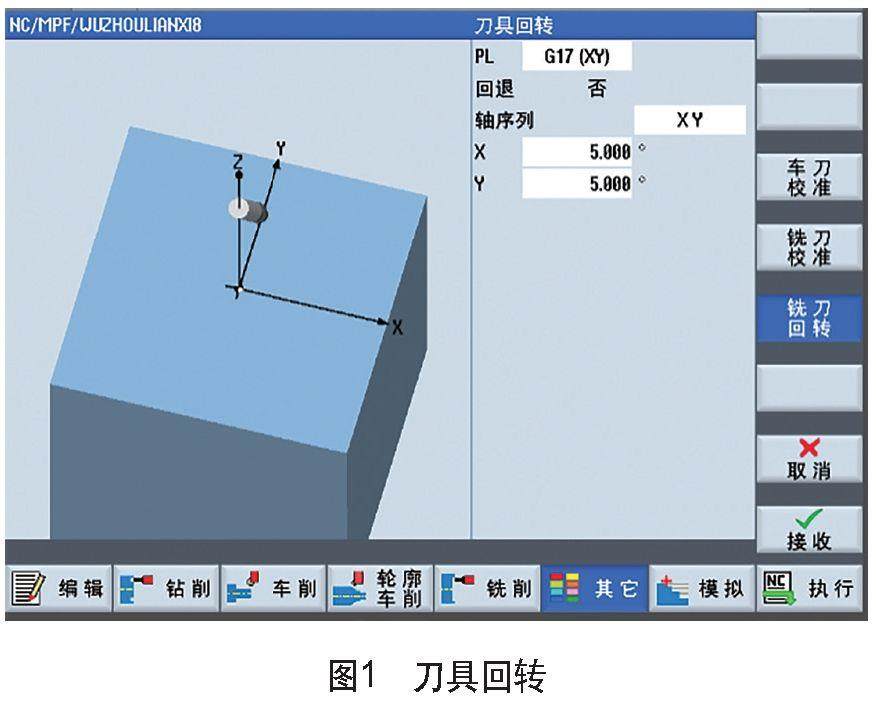
智能制造 | 立式车铣复合加工中心的编程方法
智能制造 | 立式车铣复合加工中心的编程方法
-
维修与改造 | 数控立式铣床坐标轴典型故障检修
维修与改造 | 数控立式铣床坐标轴典型故障检修
-
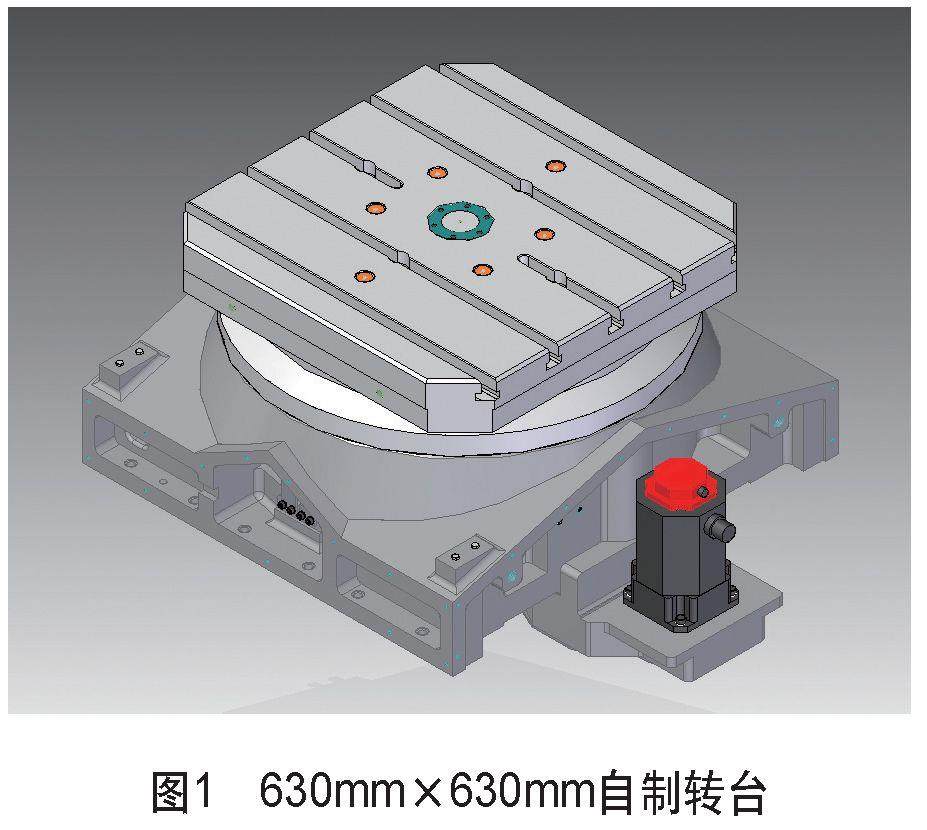
维修与改造 | 卧式加工中心转台台面磨削加工工艺方案优化
维修与改造 | 卧式加工中心转台台面磨削加工工艺方案优化
-
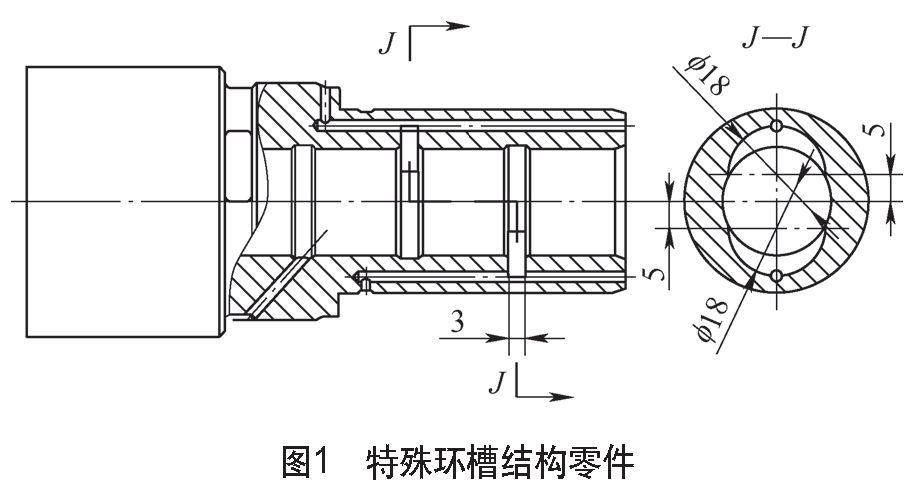
维修与改造 | 特殊环槽毛刺的去除方法
维修与改造 | 特殊环槽毛刺的去除方法
-
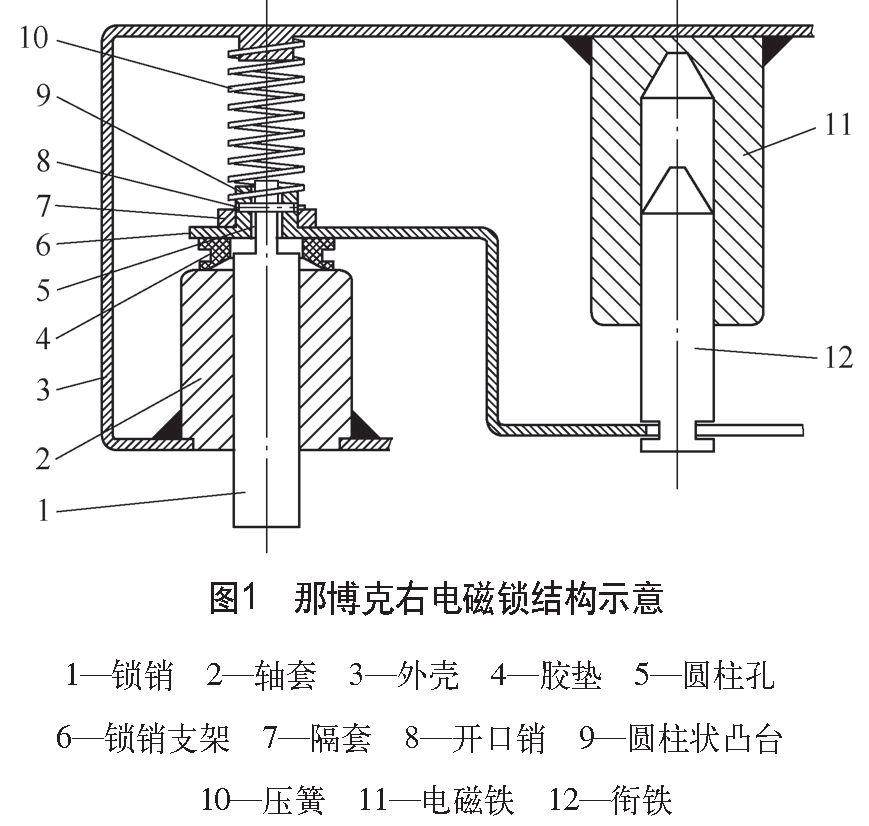
维修与改造 | 地铁屏蔽门电磁锁故障分析及改进设计
维修与改造 | 地铁屏蔽门电磁锁故障分析及改进设计



















 登录
登录