

目录
快速导航-

专题策划:CCMT2024特刊——新产品、新技术 | 下游重点行业变化对机床市场的新需求
专题策划:CCMT2024特刊——新产品、新技术 | 下游重点行业变化对机床市场的新需求
-
专题策划:CCMT2024特刊——新产品、新技术 | 基于3D视觉激光SLAM混导系统的复合机器人
专题策划:CCMT2024特刊——新产品、新技术 | 基于3D视觉激光SLAM混导系统的复合机器人
-
专题策划:CCMT2024特刊——新产品、新技术 | 高精度双曲线镜筒零件加工工艺设计
专题策划:CCMT2024特刊——新产品、新技术 | 高精度双曲线镜筒零件加工工艺设计
-
工匠故事 | 传承工匠精神
工匠故事 | 传承工匠精神
-
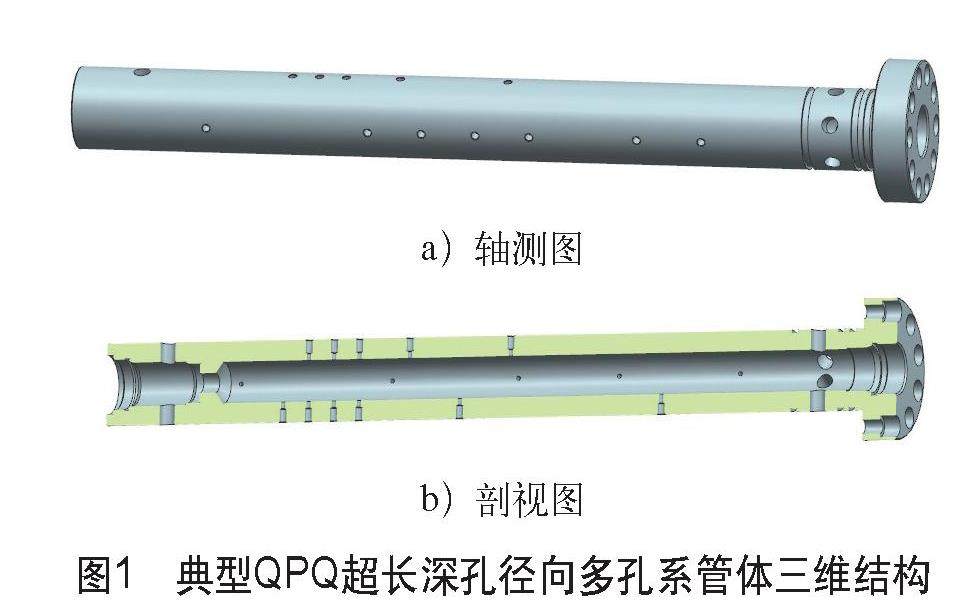
工艺方案 | QPQ超长深孔径向多孔系管体加工技术
工艺方案 | QPQ超长深孔径向多孔系管体加工技术
-
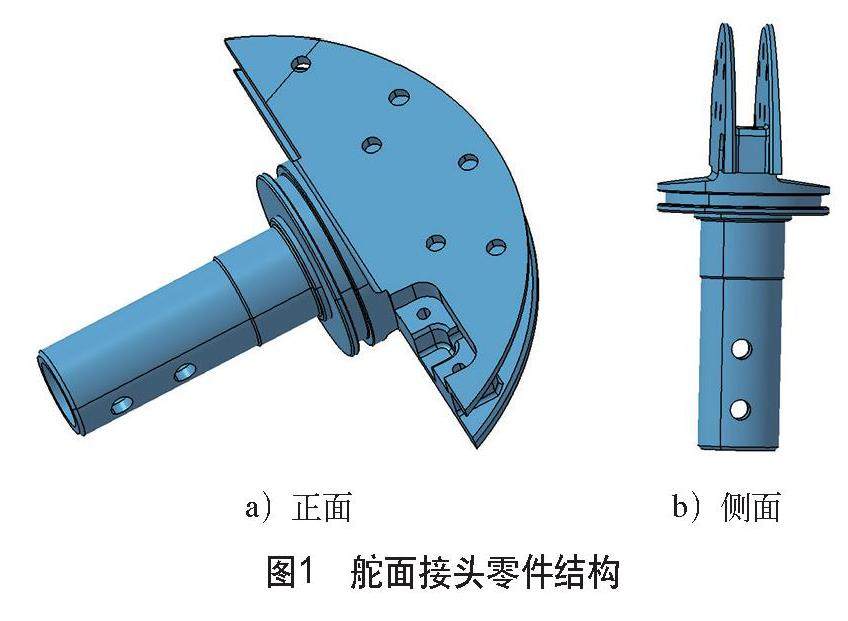
工艺方案 | 航空舵面接头零件工艺方案的优化与改进
工艺方案 | 航空舵面接头零件工艺方案的优化与改进
-
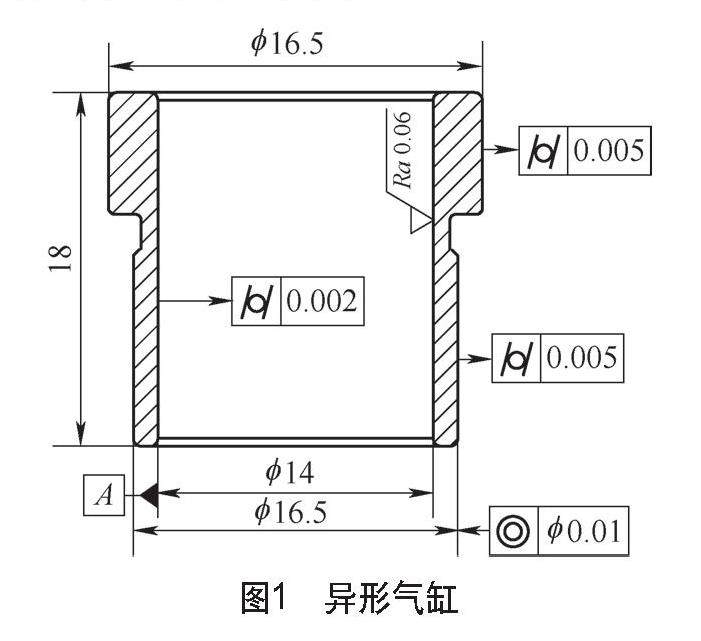
工艺方案 | 斯特林制冷机异形气缸加工方案改进
工艺方案 | 斯特林制冷机异形气缸加工方案改进
-
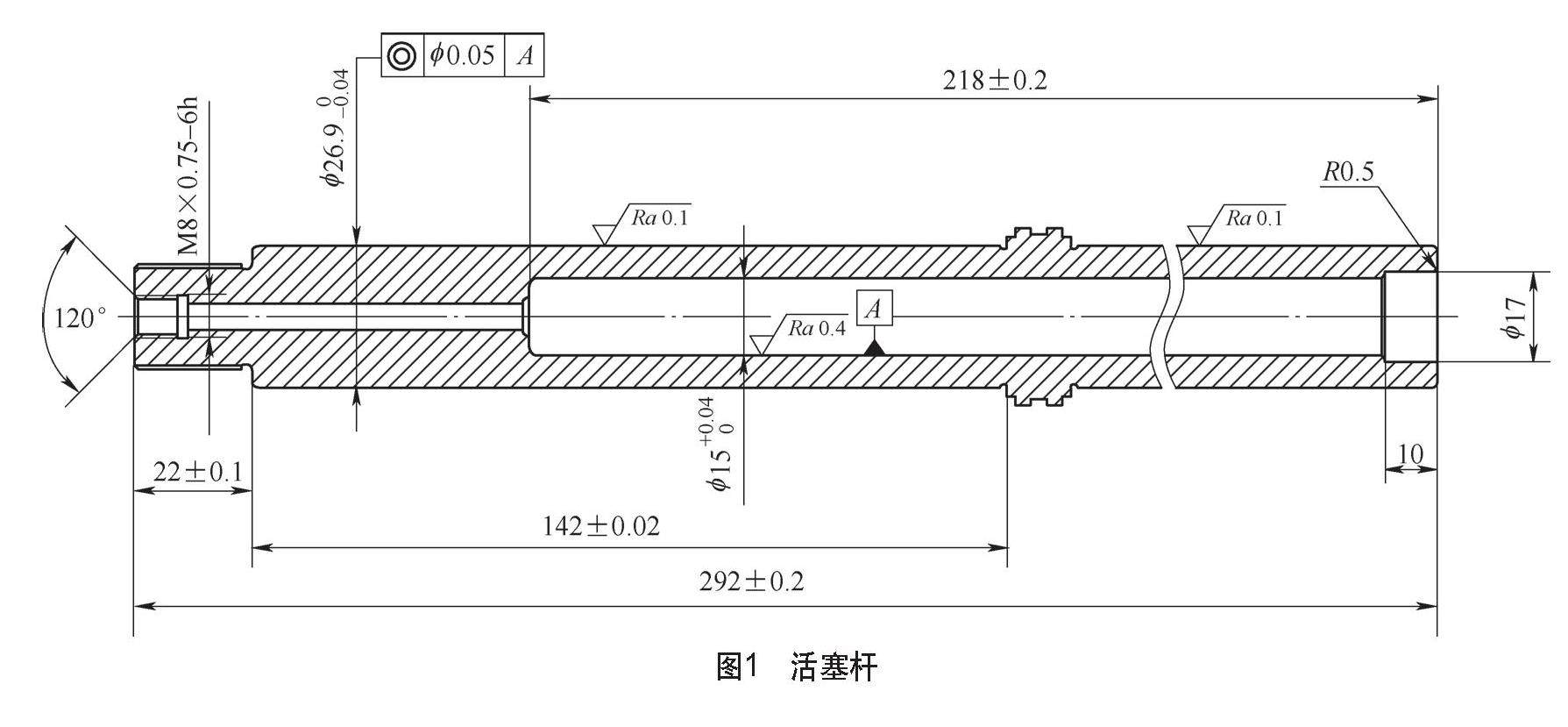
工艺方案 | 某型活塞杆加工工艺分析与改进
工艺方案 | 某型活塞杆加工工艺分析与改进
-
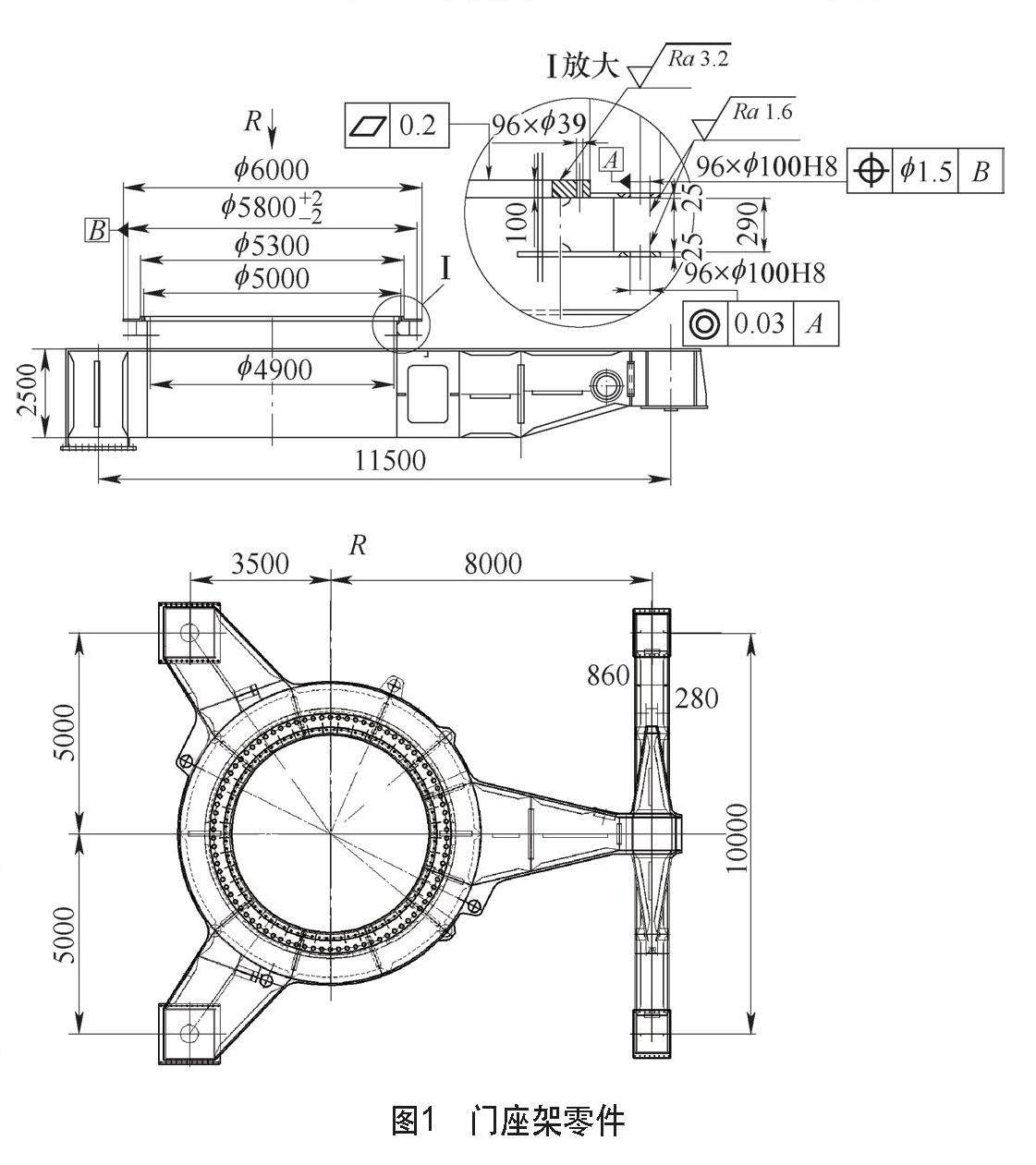
机床/附件/工装 | 堆取料机门座架销孔镗削专用机床设计及其操作方法
机床/附件/工装 | 堆取料机门座架销孔镗削专用机床设计及其操作方法
-
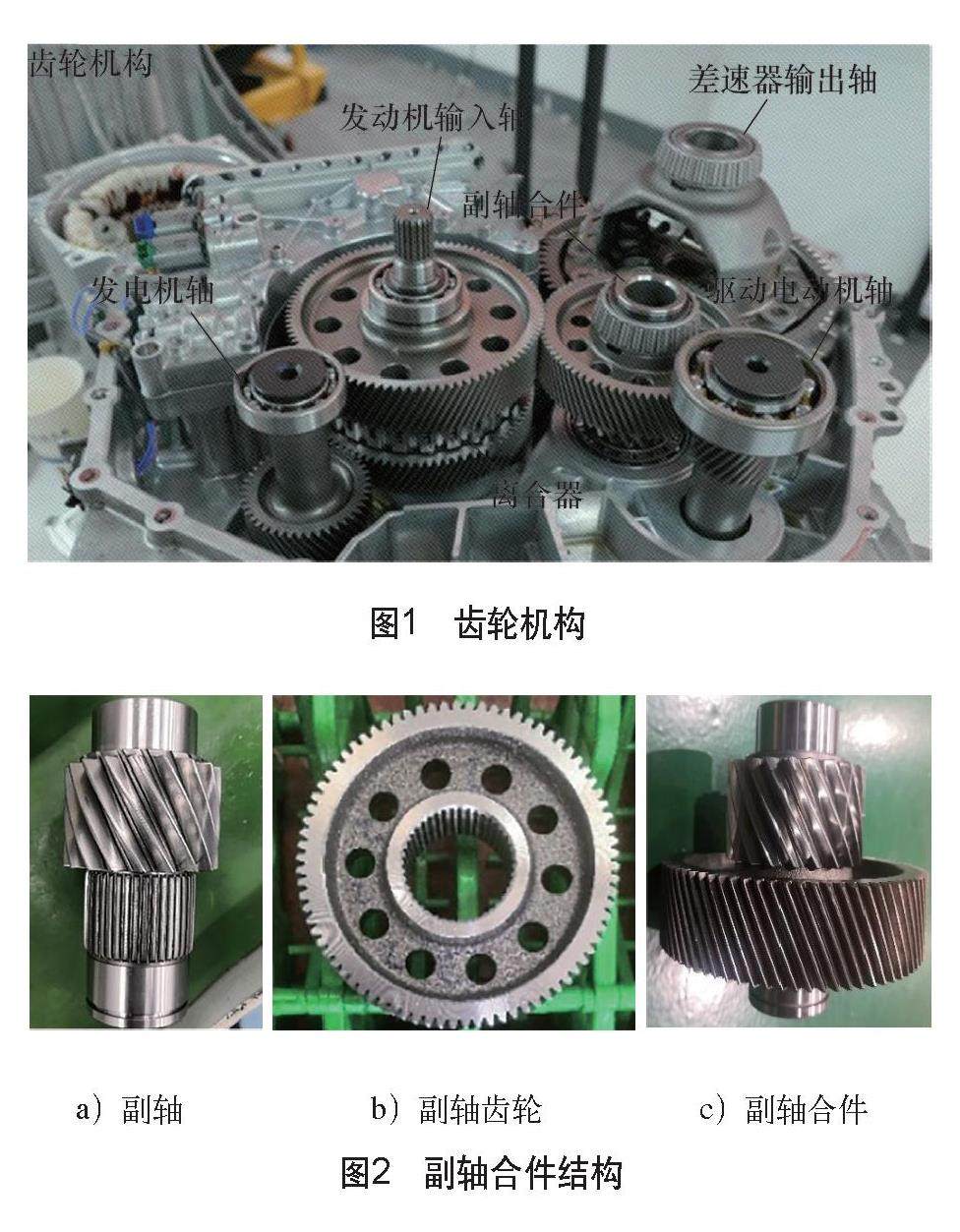
机床/附件/工装 | 新能源副轴花键热装加工技术
机床/附件/工装 | 新能源副轴花键热装加工技术
-
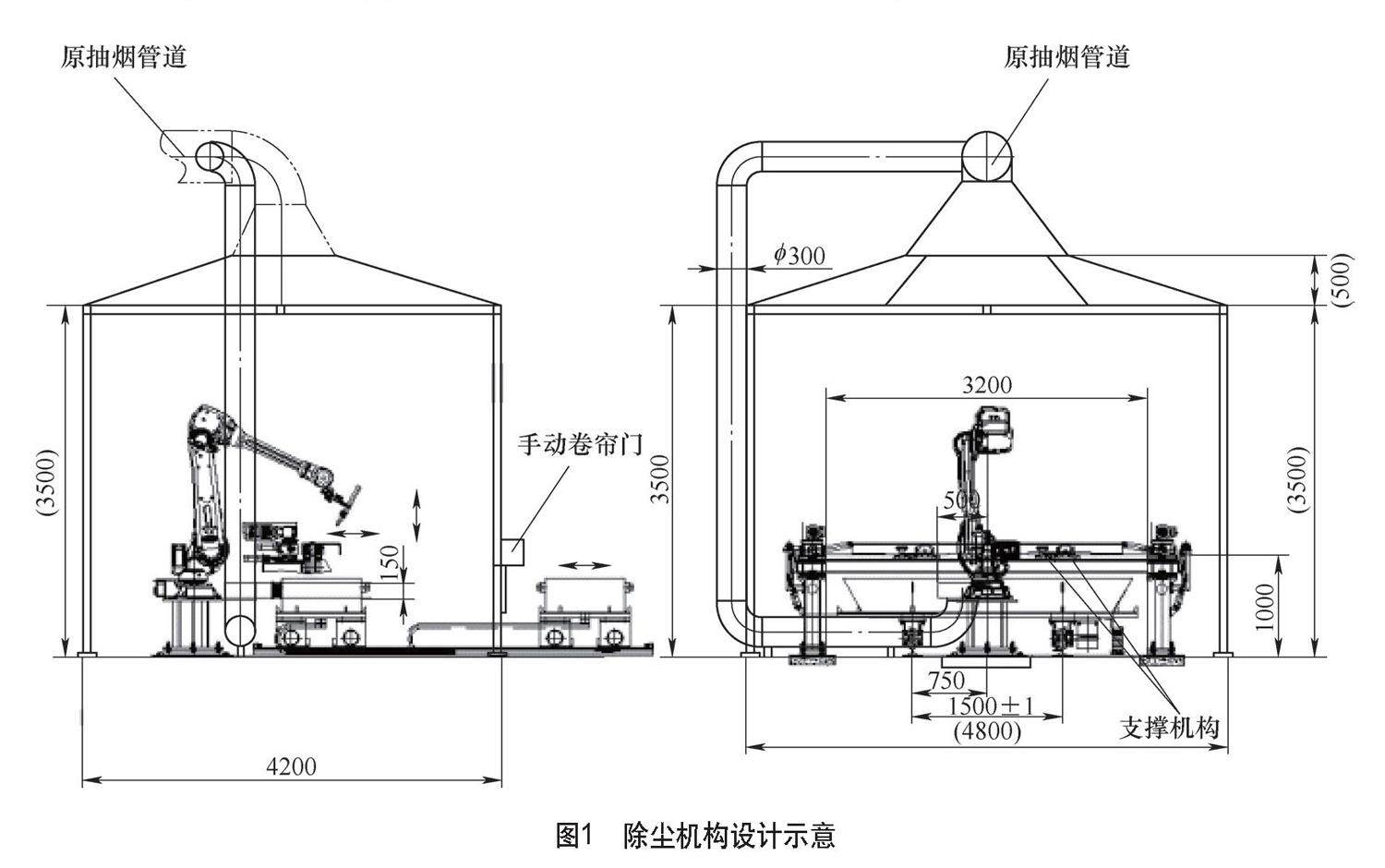
机床/附件/工装 | 滚压线纵梁切割工序下抽风除尘工艺设备试验与改进
机床/附件/工装 | 滚压线纵梁切割工序下抽风除尘工艺设备试验与改进
-
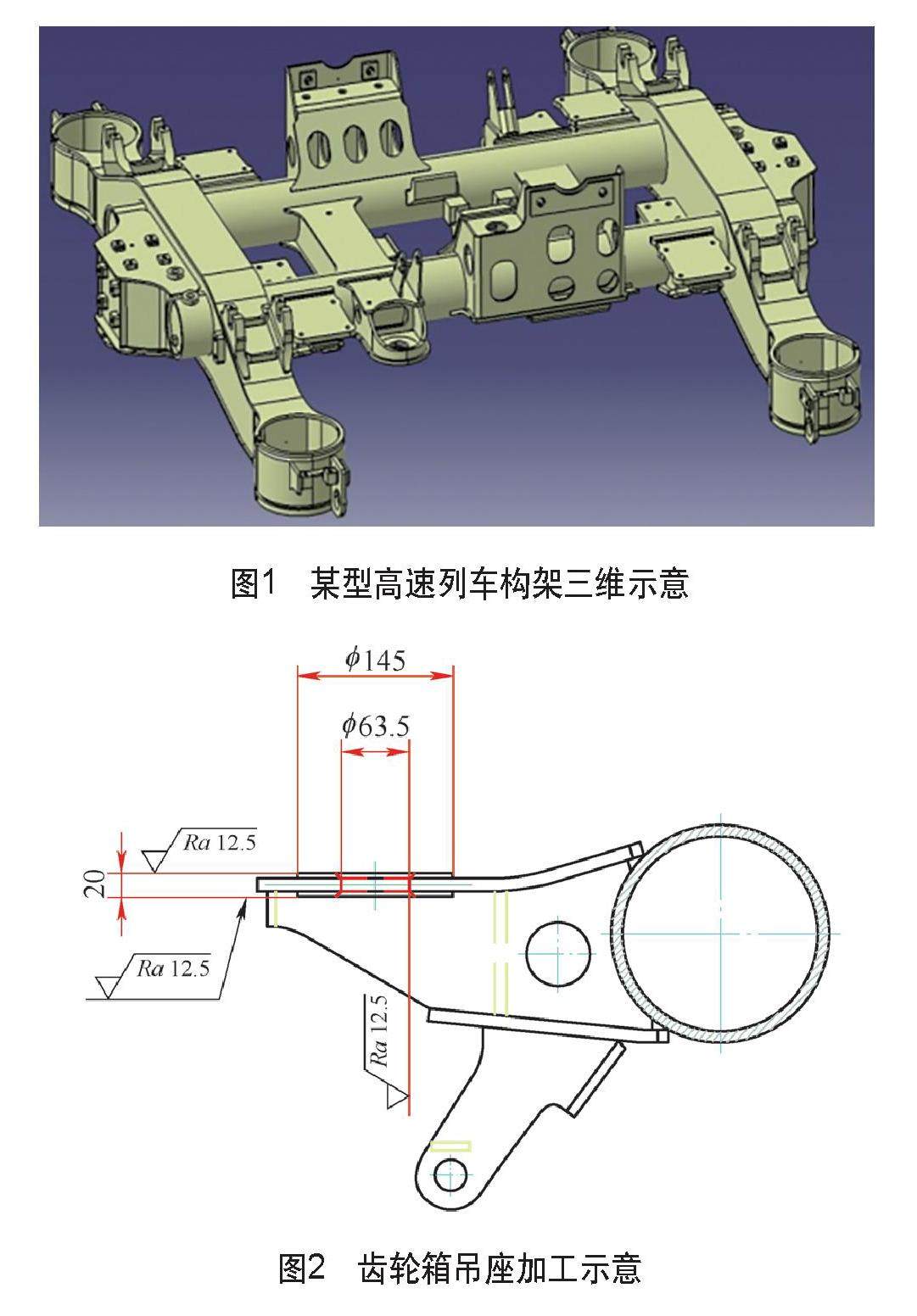
刀具 | 高速列车构架齿轮箱吊座加工
刀具 | 高速列车构架齿轮箱吊座加工
-
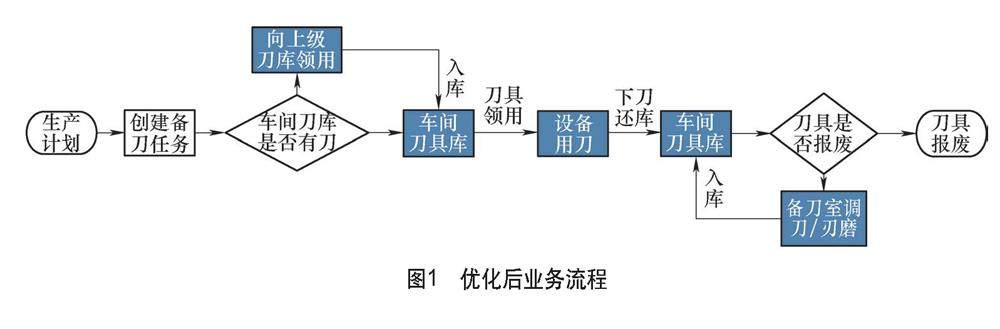
刀具 | 基于SAP及MES的发动机制造企业的刀具管理系统
刀具 | 基于SAP及MES的发动机制造企业的刀具管理系统
-
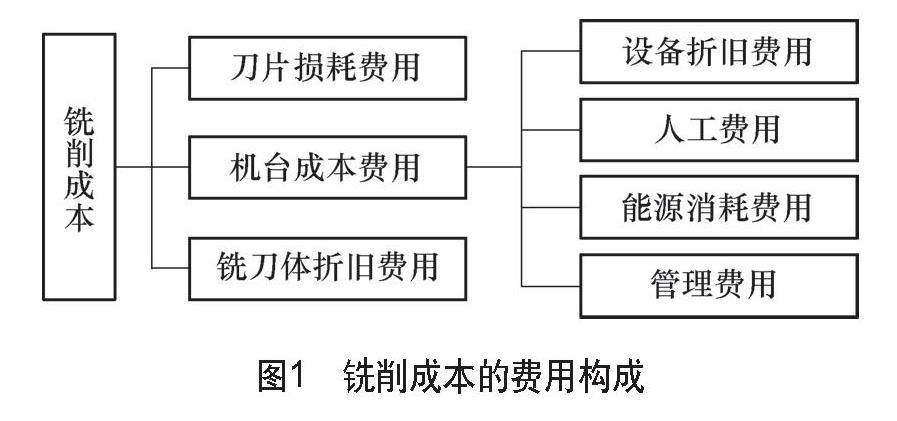
刀具 | 铣削刀具综合性价比评价模型的设计与实践
刀具 | 铣削刀具综合性价比评价模型的设计与实践
-
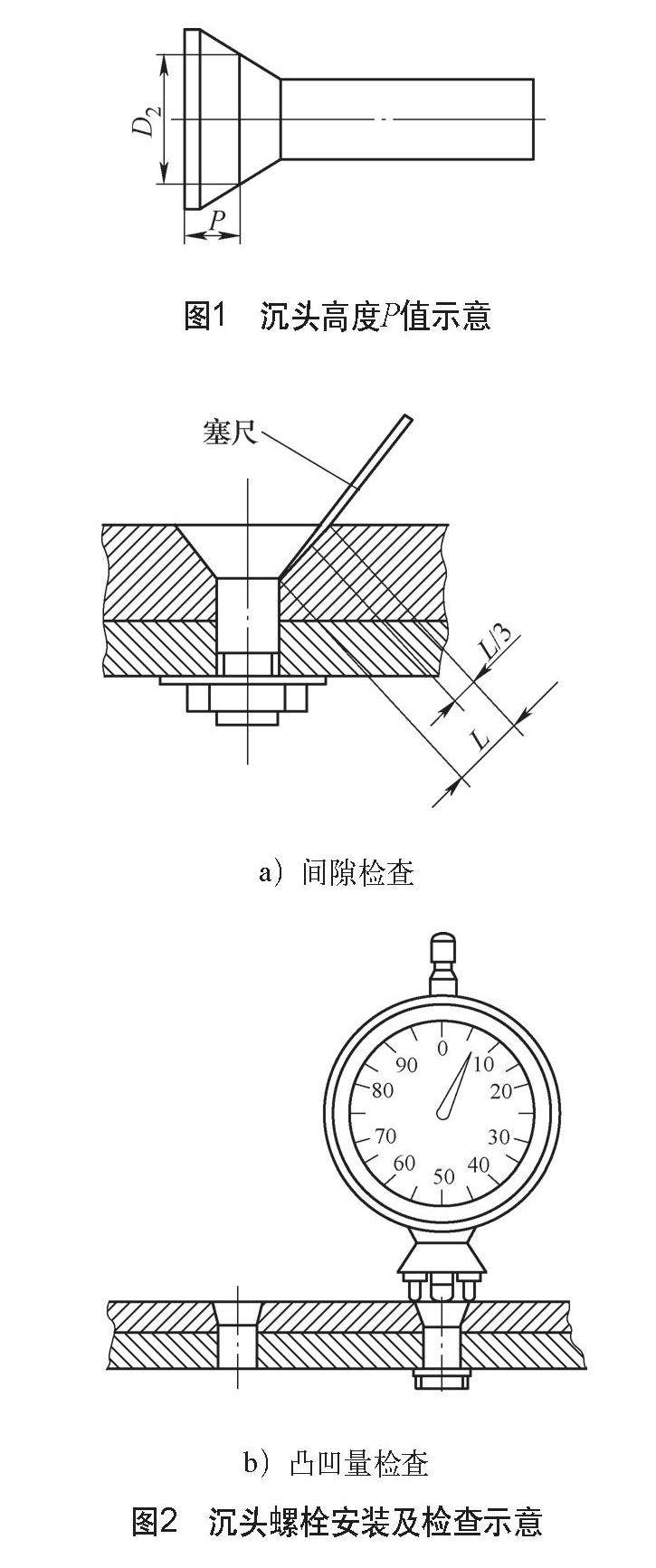
智能制造 | 紧固件沉头高度P值数字化测量方法
智能制造 | 紧固件沉头高度P值数字化测量方法
-

智能制造 | 不同CNC系统中变螺距螺纹的切削技巧
智能制造 | 不同CNC系统中变螺距螺纹的切削技巧
-

维修与改造 | 凸轮轴表面脱落原因分析和解决措施
维修与改造 | 凸轮轴表面脱落原因分析和解决措施
-
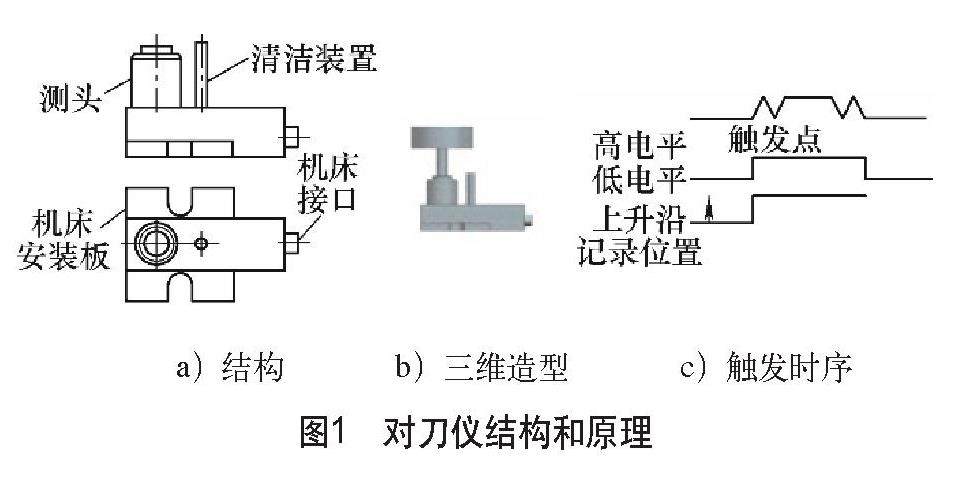
维修与改造 | 对刀仪在加工中心上的应用
维修与改造 | 对刀仪在加工中心上的应用
-
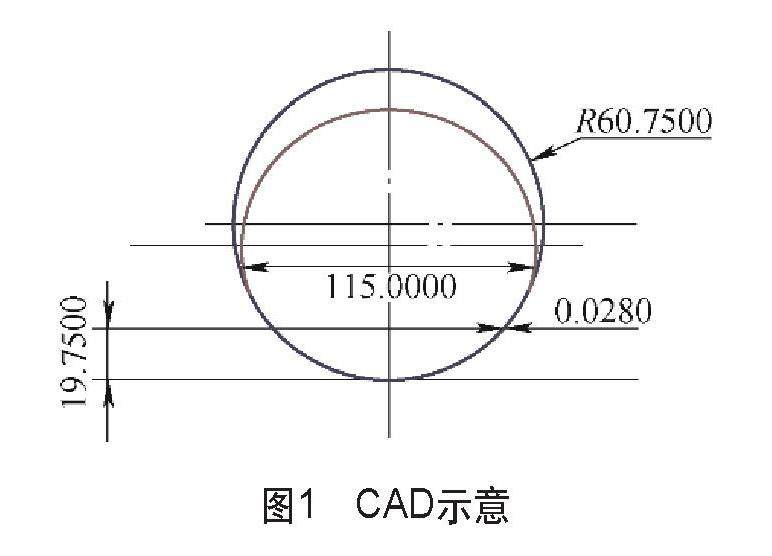
维修与改造 | 小刀盘加工大圆弧面的铣削方法
维修与改造 | 小刀盘加工大圆弧面的铣削方法
-

维修与改造 | 在线检测智能修正技术在精密制造中的应用
维修与改造 | 在线检测智能修正技术在精密制造中的应用



















 登录
登录