

目录
快速导航-
专题策划:国际先进制造技术 | 智能工厂AGV调度关键技术优化与应用
专题策划:国际先进制造技术 | 智能工厂AGV调度关键技术优化与应用
-
专题策划:国际先进制造技术 | 基于NC-Link协议的数控装备数据采集架构设计与实现
专题策划:国际先进制造技术 | 基于NC-Link协议的数控装备数据采集架构设计与实现
-
专题策划:国际先进制造技术 | 小型阀板立式加工中心流水线的技术革新与应用
专题策划:国际先进制造技术 | 小型阀板立式加工中心流水线的技术革新与应用
-

工匠故事 | 坚守梦想 精益求精 技能成才
工匠故事 | 坚守梦想 精益求精 技能成才
-

工艺方案 | 陶瓷手机壳数控加工工艺优化
工艺方案 | 陶瓷手机壳数控加工工艺优化
-
工艺方案 | 航空救生产品数控铣削加工与模块化制造技术
工艺方案 | 航空救生产品数控铣削加工与模块化制造技术
-
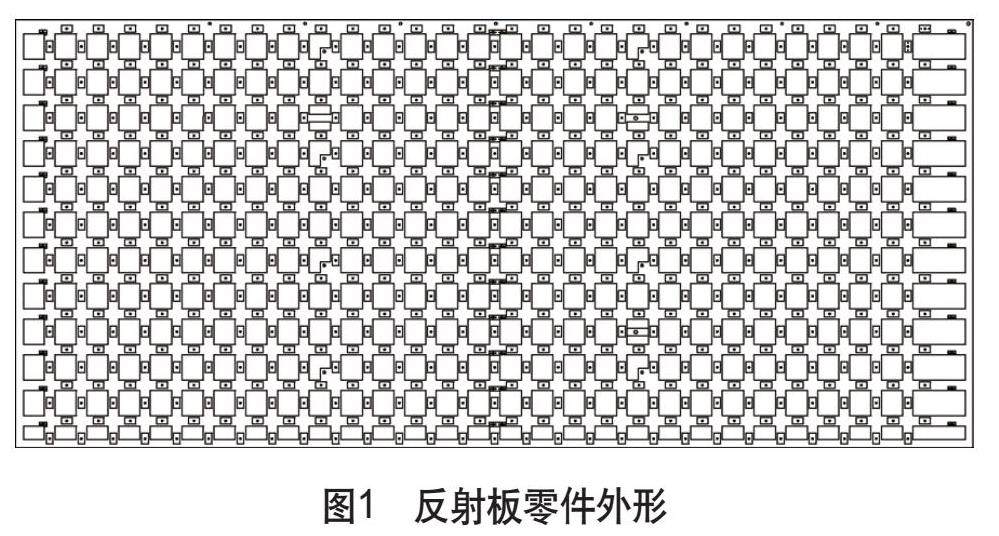
工艺方案 | 反射板精密加工关键技术与质量控制
工艺方案 | 反射板精密加工关键技术与质量控制
-
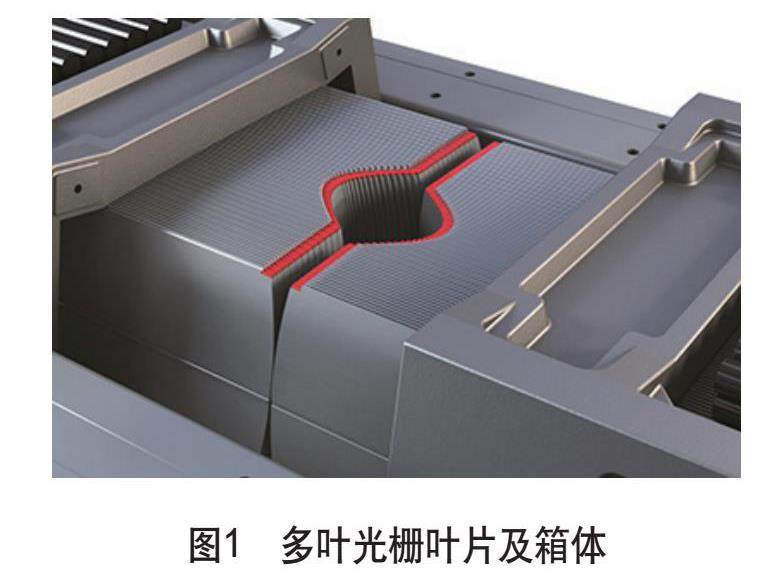
工艺方案 | 箱体内部密集细长窄缝导轨加工工艺
工艺方案 | 箱体内部密集细长窄缝导轨加工工艺
-
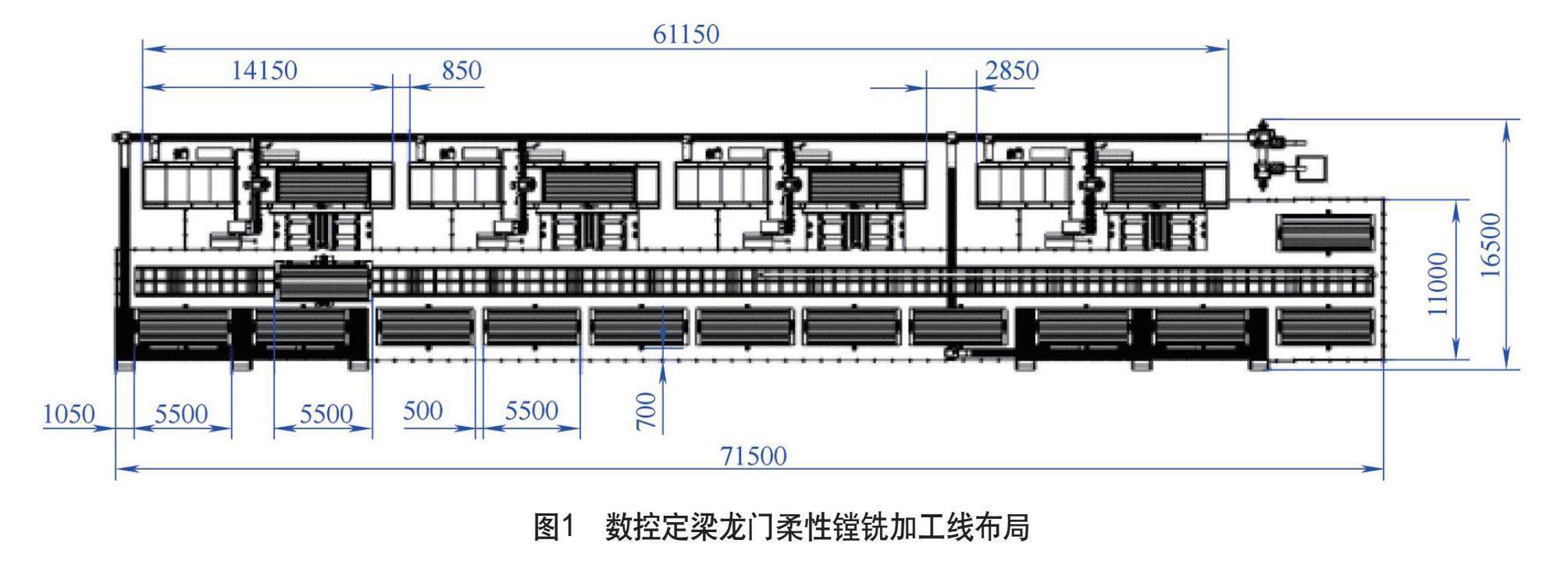
机床/附件/工装 | 数控定梁龙门柔性镗铣加工线防护设计
机床/附件/工装 | 数控定梁龙门柔性镗铣加工线防护设计
-
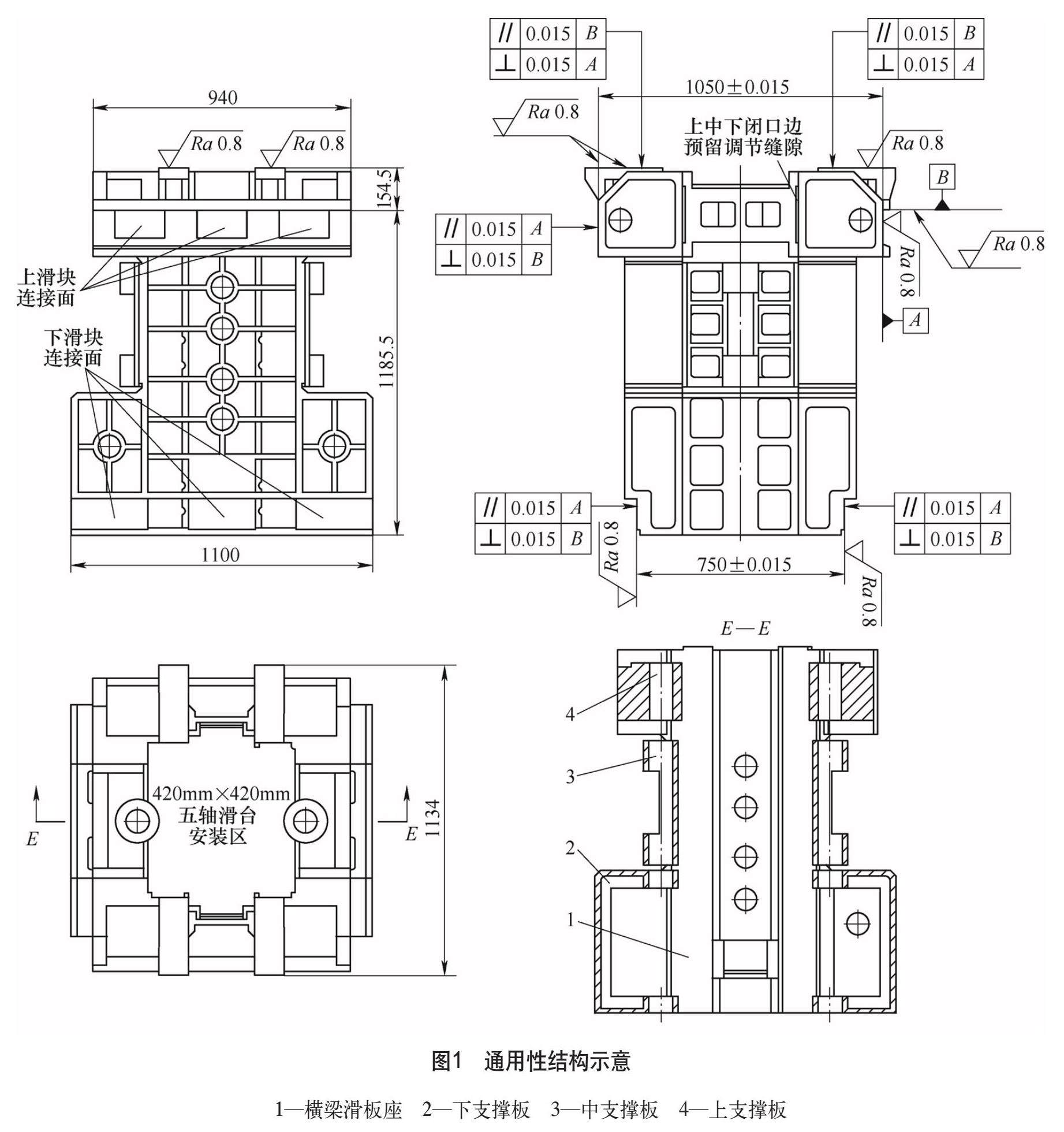
机床/附件/工装 | 五轴重切削横梁滑板座通用性及加工工艺性
机床/附件/工装 | 五轴重切削横梁滑板座通用性及加工工艺性
-
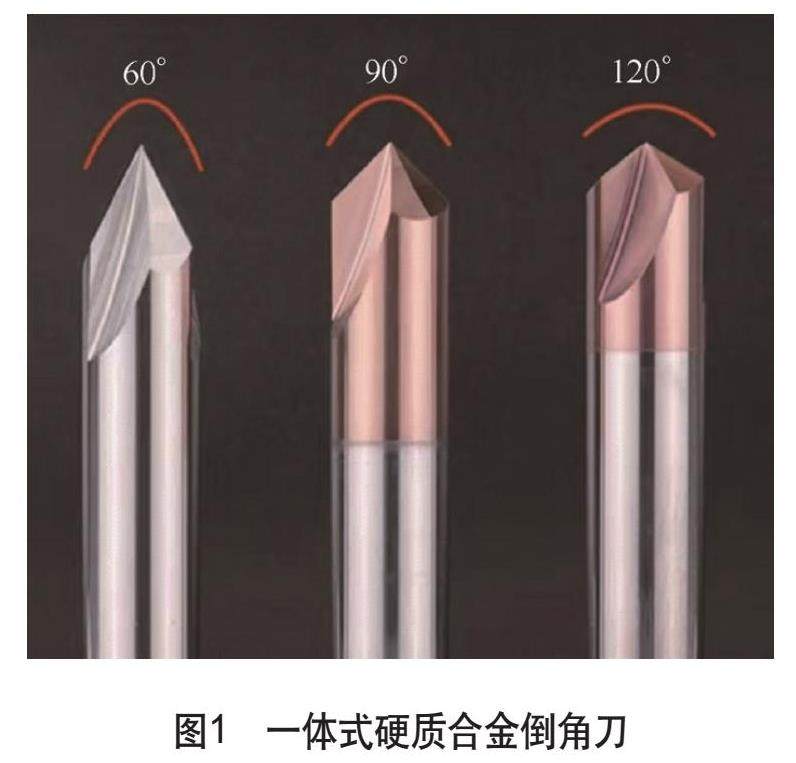
刀具 | 成形角度铣刀的应用方法
刀具 | 成形角度铣刀的应用方法
-
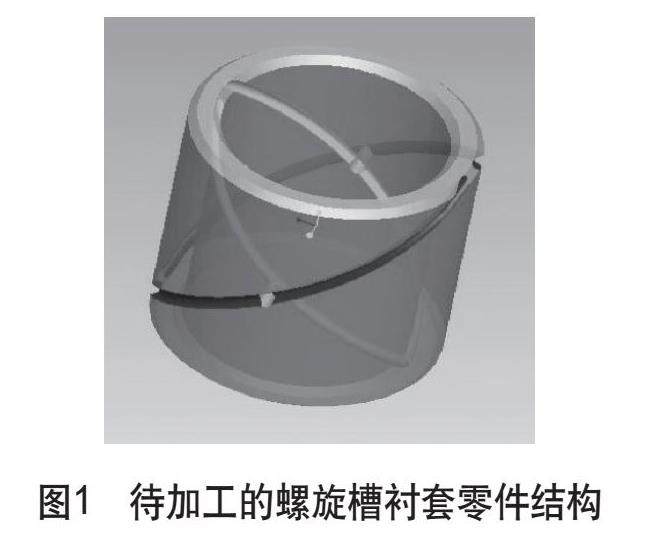
刀具 | 交叉螺旋油槽加工刀具和工艺的改进
刀具 | 交叉螺旋油槽加工刀具和工艺的改进
-

刀具 | 影响钻头使用寿命的试验分析
刀具 | 影响钻头使用寿命的试验分析
-

智能制造 | 数控机床主轴转速浮动功能的开发与应用
智能制造 | 数控机床主轴转速浮动功能的开发与应用
-
智能制造 | 基于SINUMERIK 840D sl系统的前轴零件一次装夹加工工艺及程序设计
智能制造 | 基于SINUMERIK 840D sl系统的前轴零件一次装夹加工工艺及程序设计
-
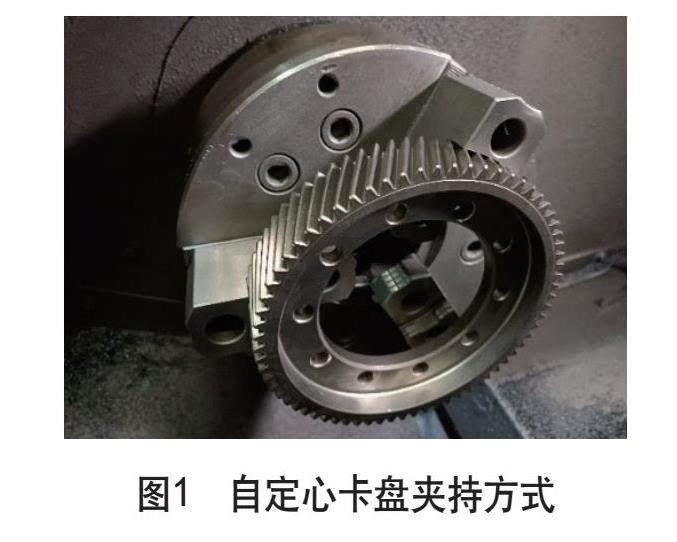
维修与改造 | 三爪夹持范围对大盘齿内孔质量的影响
维修与改造 | 三爪夹持范围对大盘齿内孔质量的影响
-
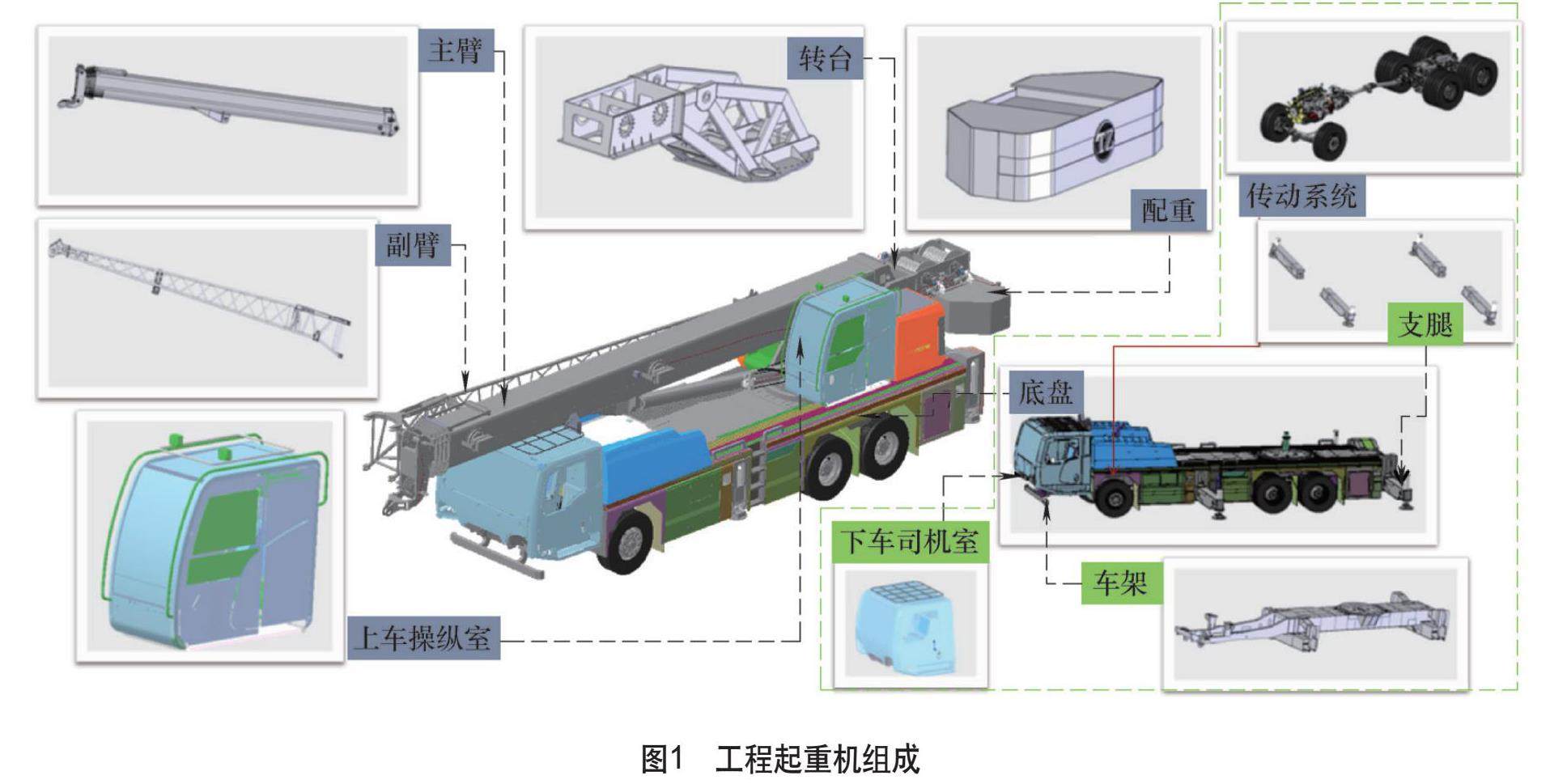
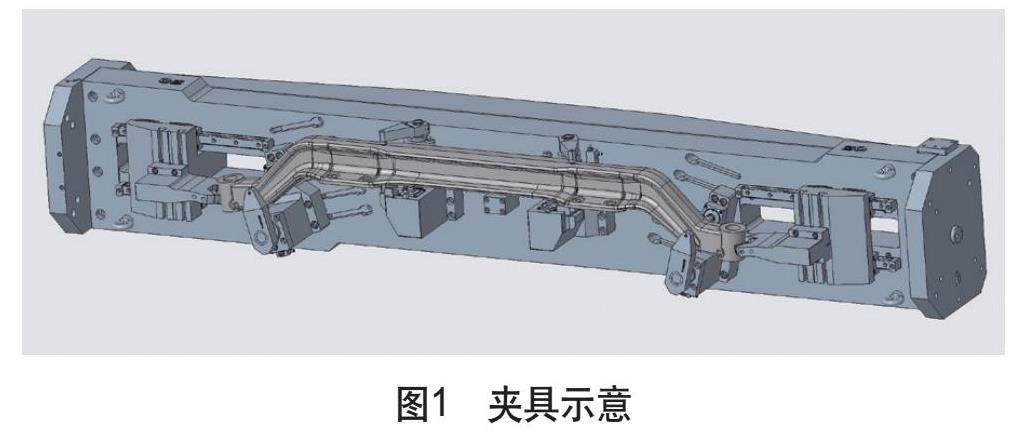
维修与改造 | 工程起重机重要结构件加工工艺创新
维修与改造 | 工程起重机重要结构件加工工艺创新
-
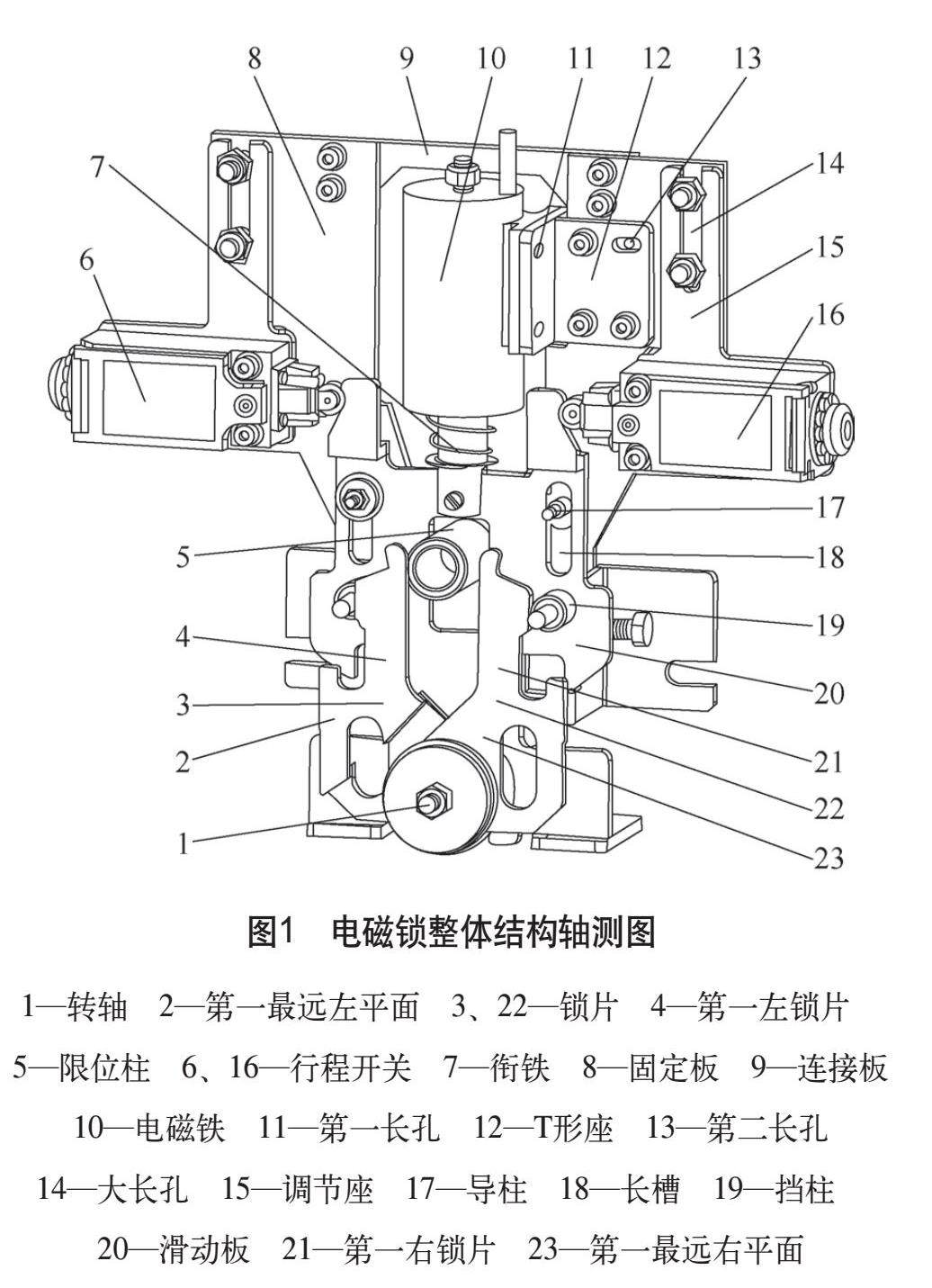
维修与改造 | 地铁屏蔽门电磁锁的优化改进
维修与改造 | 地铁屏蔽门电磁锁的优化改进
-
信息之窗 | 后彩1《金属加工》(冷加工)》2024年第9期广告目次
信息之窗 | 后彩1《金属加工》(冷加工)》2024年第9期广告目次



















 登录
登录