
目录
快速导航-
有色金属焊接专题 | 搅拌摩擦焊在轨道交通领域的应用现状与发展前景
有色金属焊接专题 | 搅拌摩擦焊在轨道交通领域的应用现状与发展前景
-
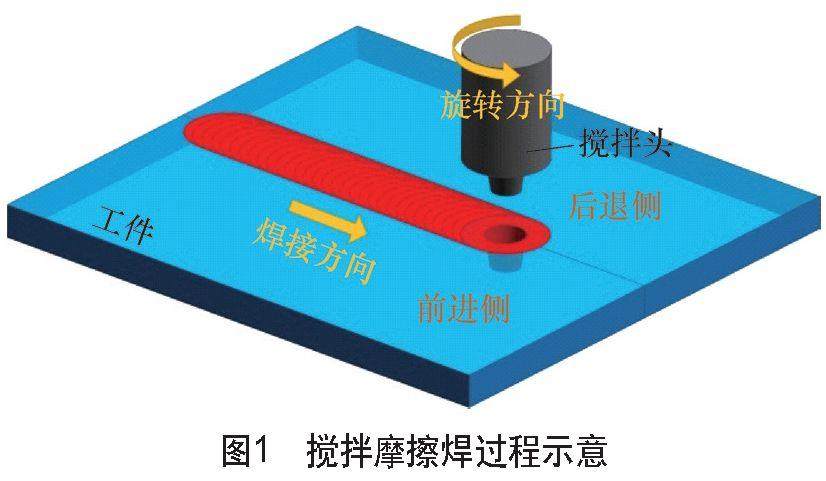
有色金属焊接专题 | 异种铝合金搅拌摩擦焊搭接工艺试验研究
有色金属焊接专题 | 异种铝合金搅拌摩擦焊搭接工艺试验研究
-
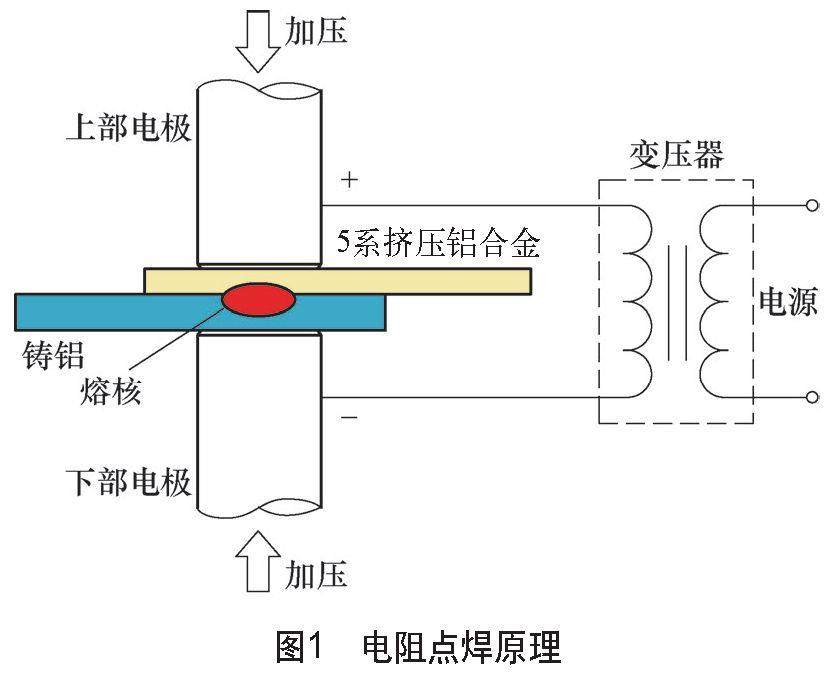
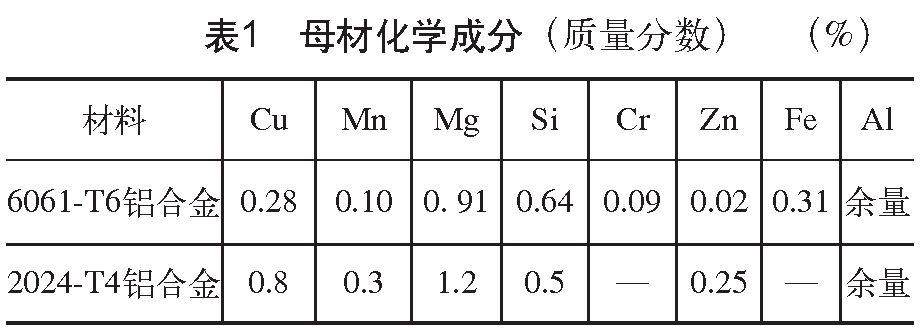
有色金属焊接专题 | 铸铝与挤压铝合金的电阻点焊工艺试验研究
有色金属焊接专题 | 铸铝与挤压铝合金的电阻点焊工艺试验研究
-
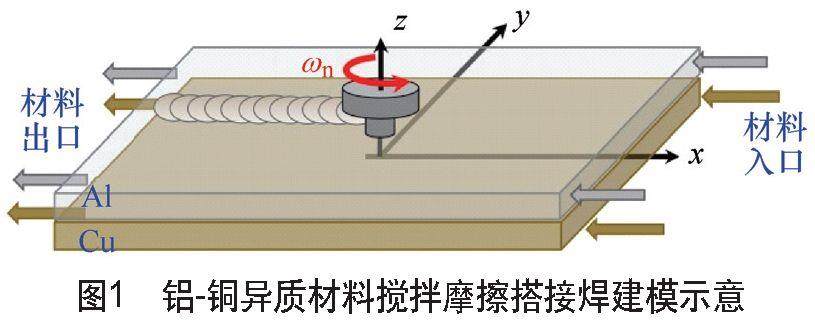
有色金属焊接专题 | 搅拌针长度对铝-铜搭接搅拌摩擦焊影响机制的数值模拟研究
有色金属焊接专题 | 搅拌针长度对铝-铜搭接搅拌摩擦焊影响机制的数值模拟研究
-
焊接与切割 | 镍铜合金FCAW-G堆焊工艺研究
焊接与切割 | 镍铜合金FCAW-G堆焊工艺研究
-
焊接与切割 | 船舶与海工平台建造焊接质量问题统计与分析
焊接与切割 | 船舶与海工平台建造焊接质量问题统计与分析
-

焊接与切割 | 国产高强级焊接材料在船舶领域的研究与应用
焊接与切割 | 国产高强级焊接材料在船舶领域的研究与应用
-
焊接与切割 | 核电站控制棒驱动机构Canopy焊缝组织和性能研究
焊接与切割 | 核电站控制棒驱动机构Canopy焊缝组织和性能研究
-
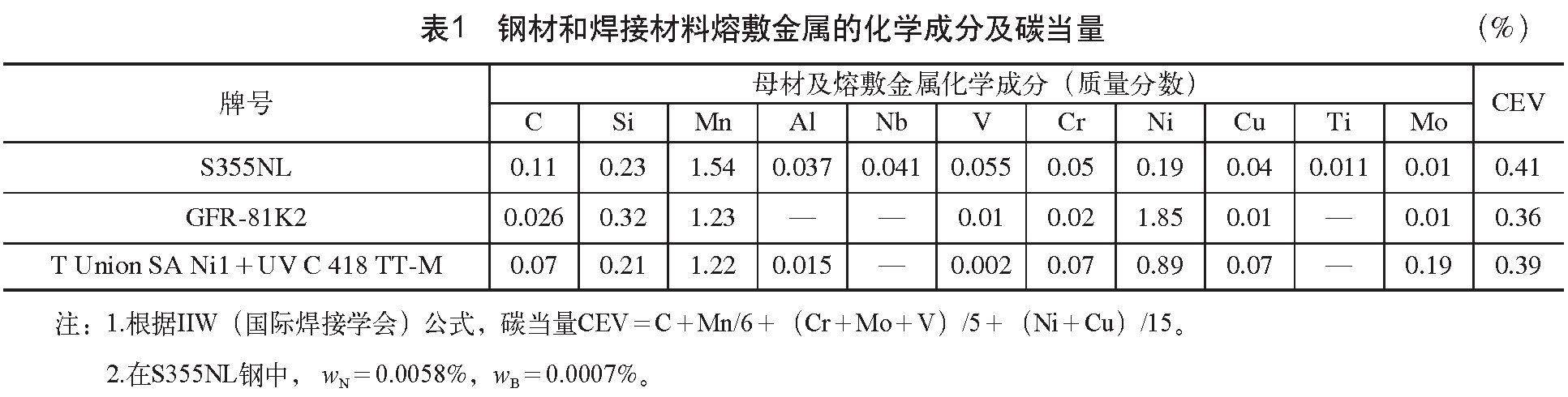
焊接与切割 | 海洋工程用S355NL低温厚钢板焊接试验研究
焊接与切割 | 海洋工程用S355NL低温厚钢板焊接试验研究
-
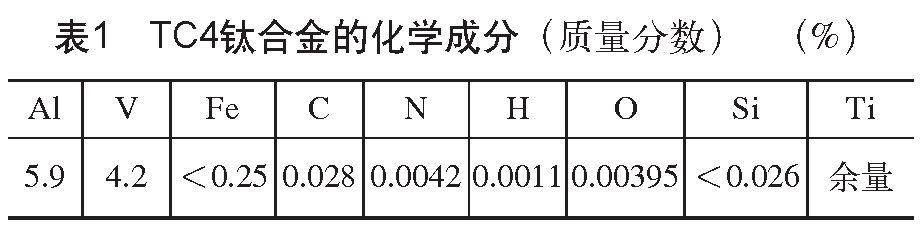
焊接与切割 | 钛合金薄壁T形接头激光焊接力学性能研究
焊接与切割 | 钛合金薄壁T形接头激光焊接力学性能研究
-
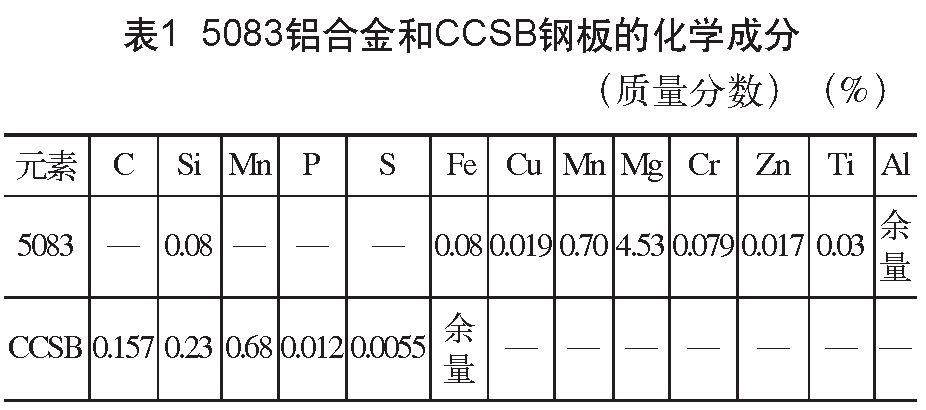
焊接与切割 | 新型铝-钢复合材料制备工艺研究
焊接与切割 | 新型铝-钢复合材料制备工艺研究
-
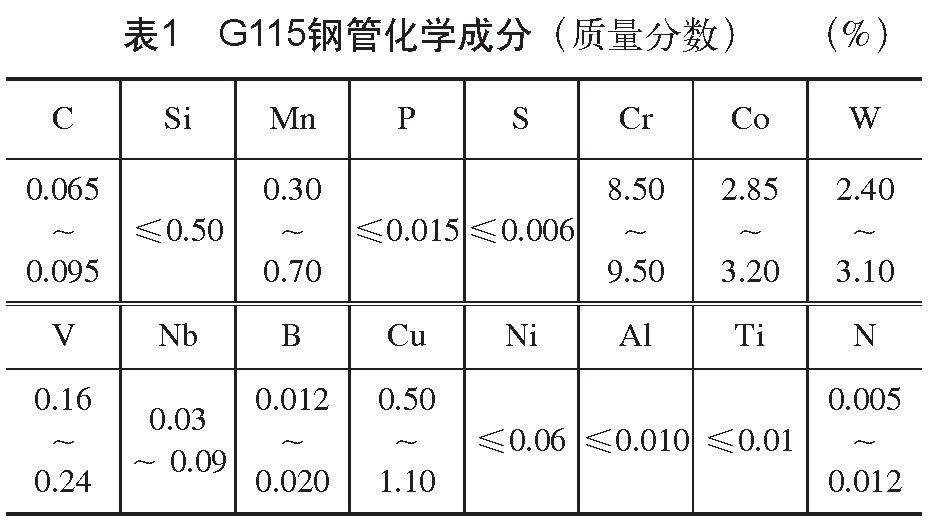
焊接与切割 | 新型马氏体耐热钢G115焊接及焊后热处理工艺研究
焊接与切割 | 新型马氏体耐热钢G115焊接及焊后热处理工艺研究
-
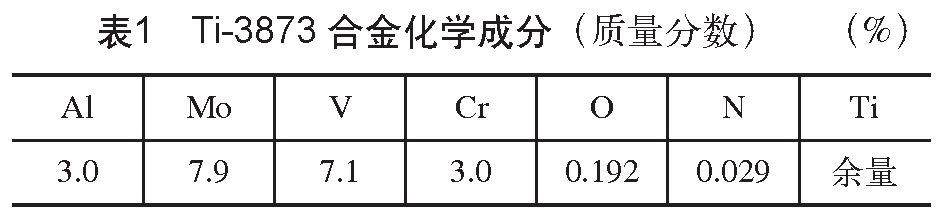
焊接与切割 | 不同退火温度对Ti-3873合金焊接接头组织与性能的影响
焊接与切割 | 不同退火温度对Ti-3873合金焊接接头组织与性能的影响
-
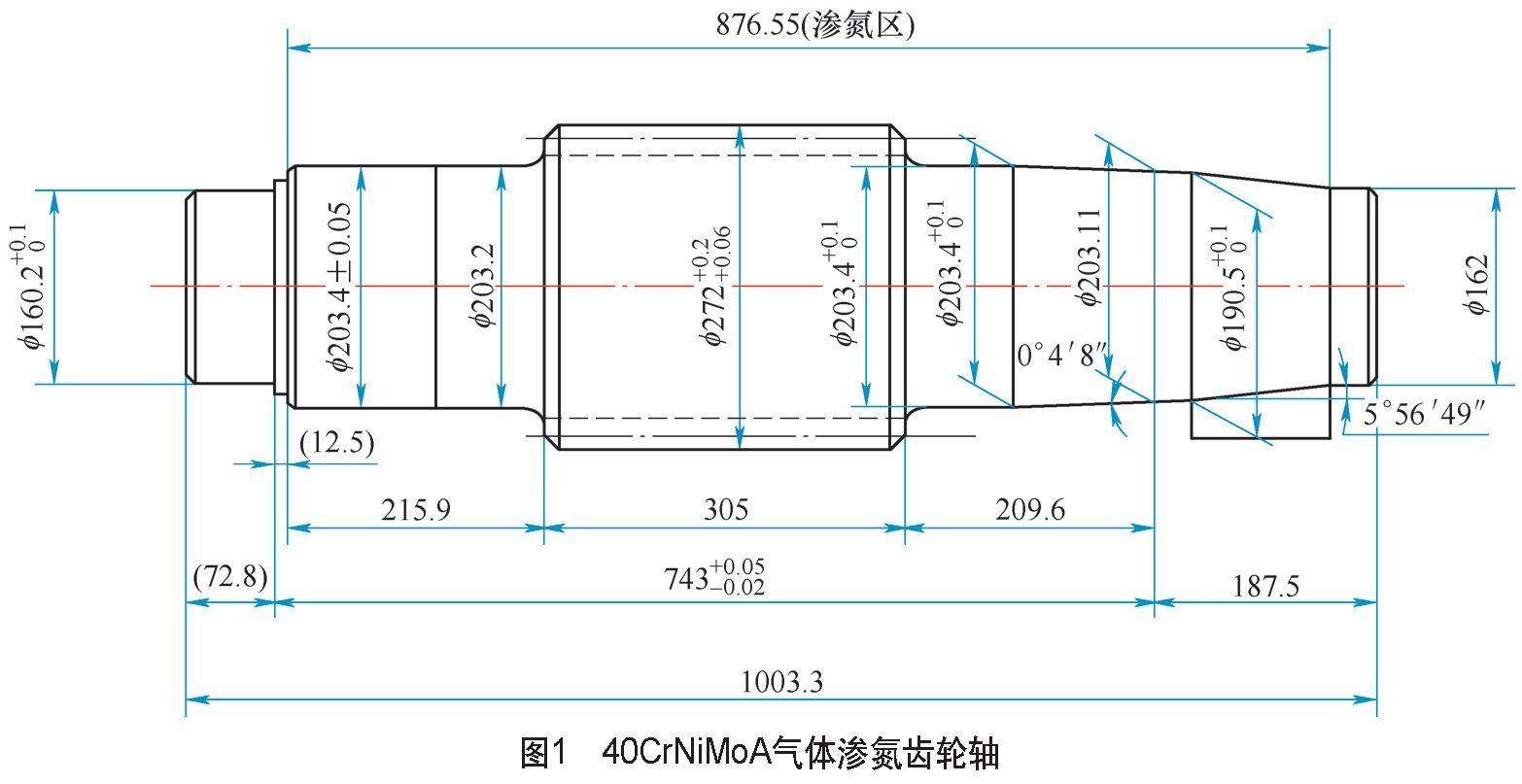
热处理 | 40CrNiMoA钢气体渗氮层硬度优化
热处理 | 40CrNiMoA钢气体渗氮层硬度优化
-

热处理 | 减小电主轴淬火体积超差的热处理新工艺
热处理 | 减小电主轴淬火体积超差的热处理新工艺
-
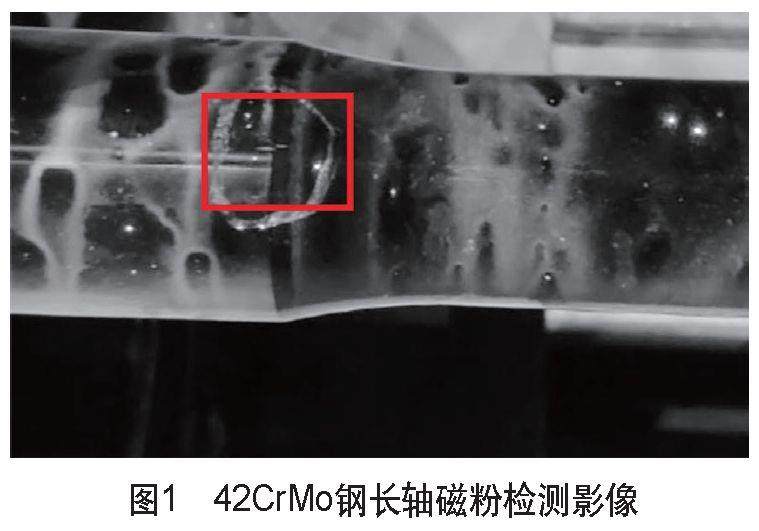
热处理 | 42CrMo钢长轴感应淬火裂纹原因分析
热处理 | 42CrMo钢长轴感应淬火裂纹原因分析
-
热处理 | 风电螺栓热处理工艺优化与质量控制
热处理 | 风电螺栓热处理工艺优化与质量控制
-
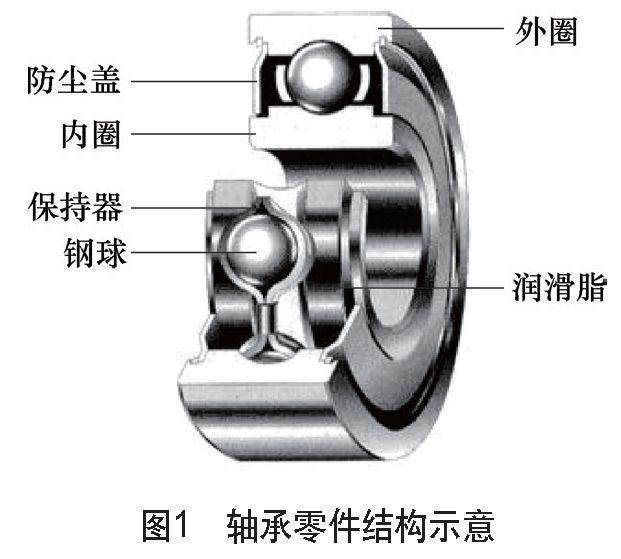
热处理 | 轴承外圈失效分析
热处理 | 轴承外圈失效分析
-

铸造与锻造 | 大型中间轴55钢锻件晶粒度控制研究
铸造与锻造 | 大型中间轴55钢锻件晶粒度控制研究
-
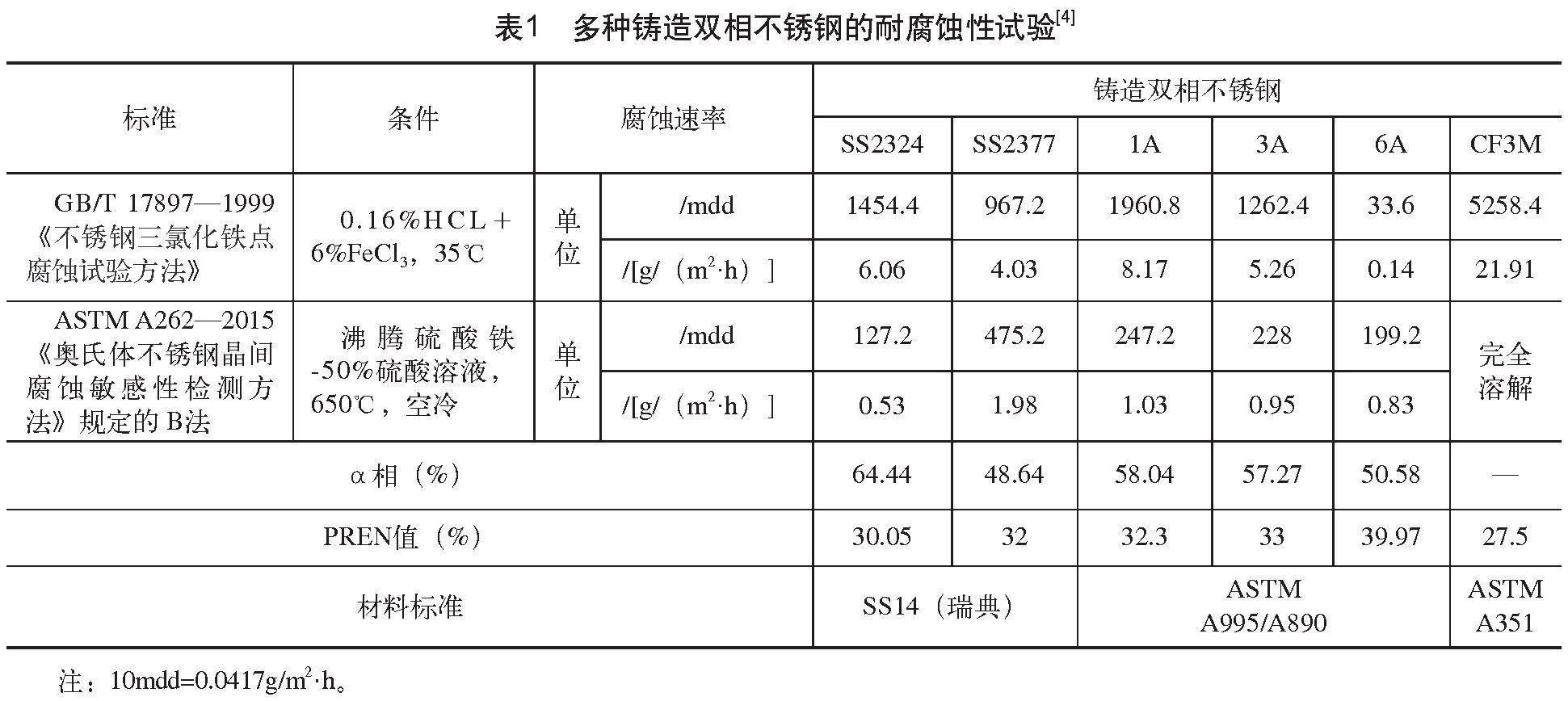
铸造与锻造 | 铸造双相不锈钢晶间腐蚀试验方法探讨
铸造与锻造 | 铸造双相不锈钢晶间腐蚀试验方法探讨
-
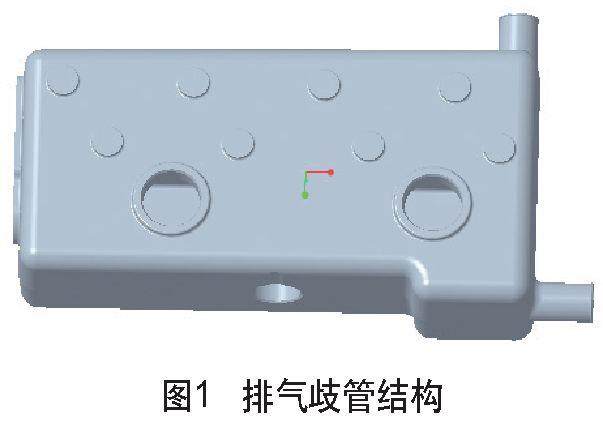
铸造与锻造 | 排气芯骨在水冷排气歧管生产中的应用
铸造与锻造 | 排气芯骨在水冷排气歧管生产中的应用
-
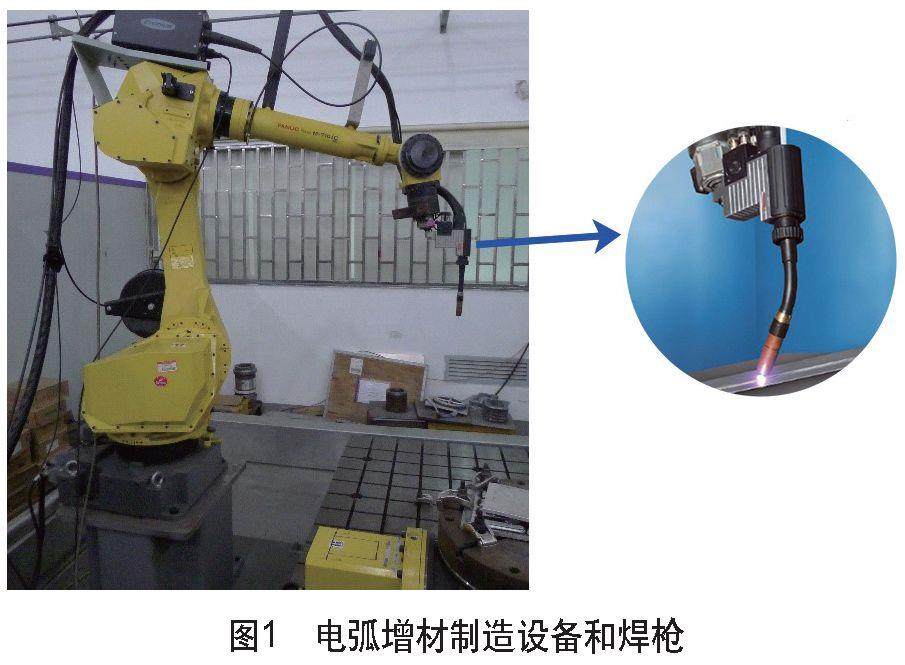
增材制造 | CMT电弧增材制造5087铝合金组织与拉伸性能研究
增材制造 | CMT电弧增材制造5087铝合金组织与拉伸性能研究
-
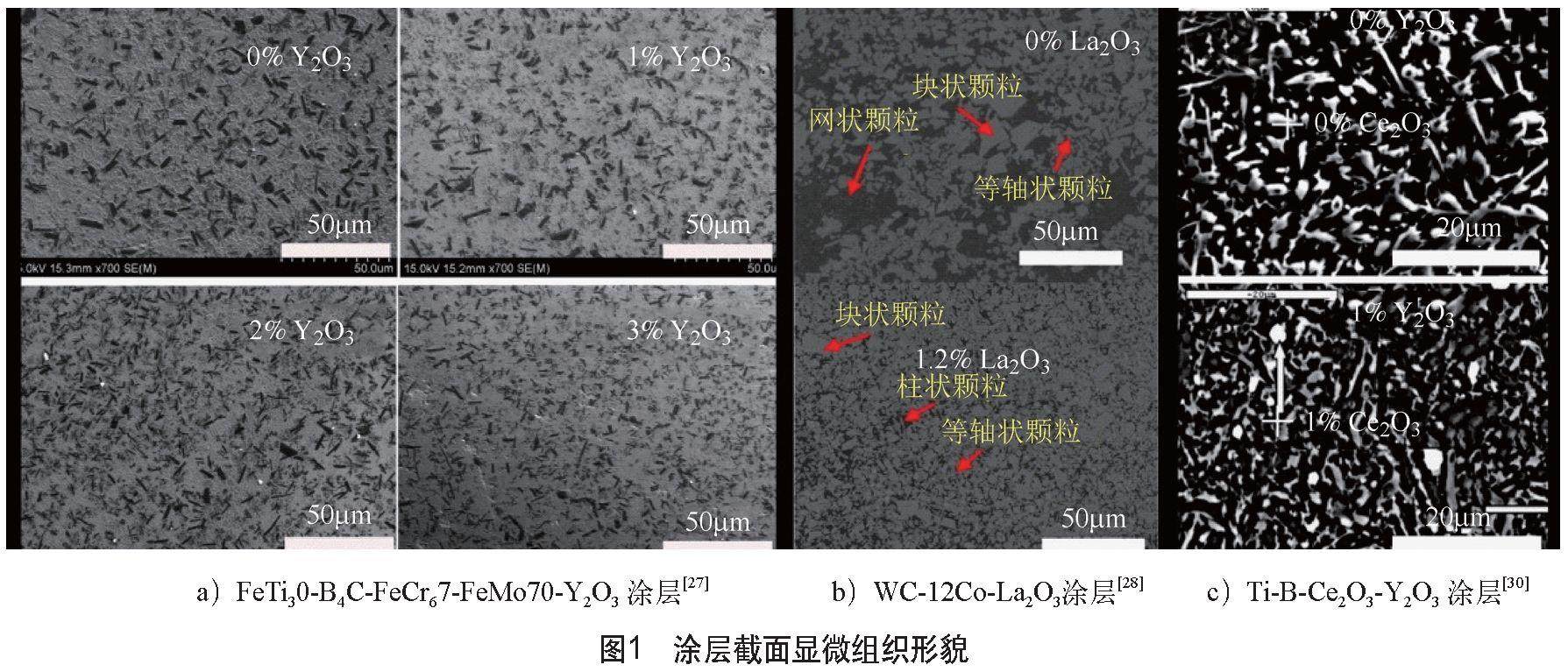
增材制造 | 激光熔覆稀土添加金属基涂层研究现状
增材制造 | 激光熔覆稀土添加金属基涂层研究现状



















 登录
登录